





Ø обработки: 960 - 1600 мм
РМЦ: 2000 - 14 000 мм
Мощность: 15 - 37 кВт
Вес: 8500 - 50 000 кг
- Штифтовой резцедержатель для уменьшения время переналадки (до 37%), повышает точность обработки и безопасность при работе
- Шпиндель позволяет обрабатывать практически любой металл с большими припусками
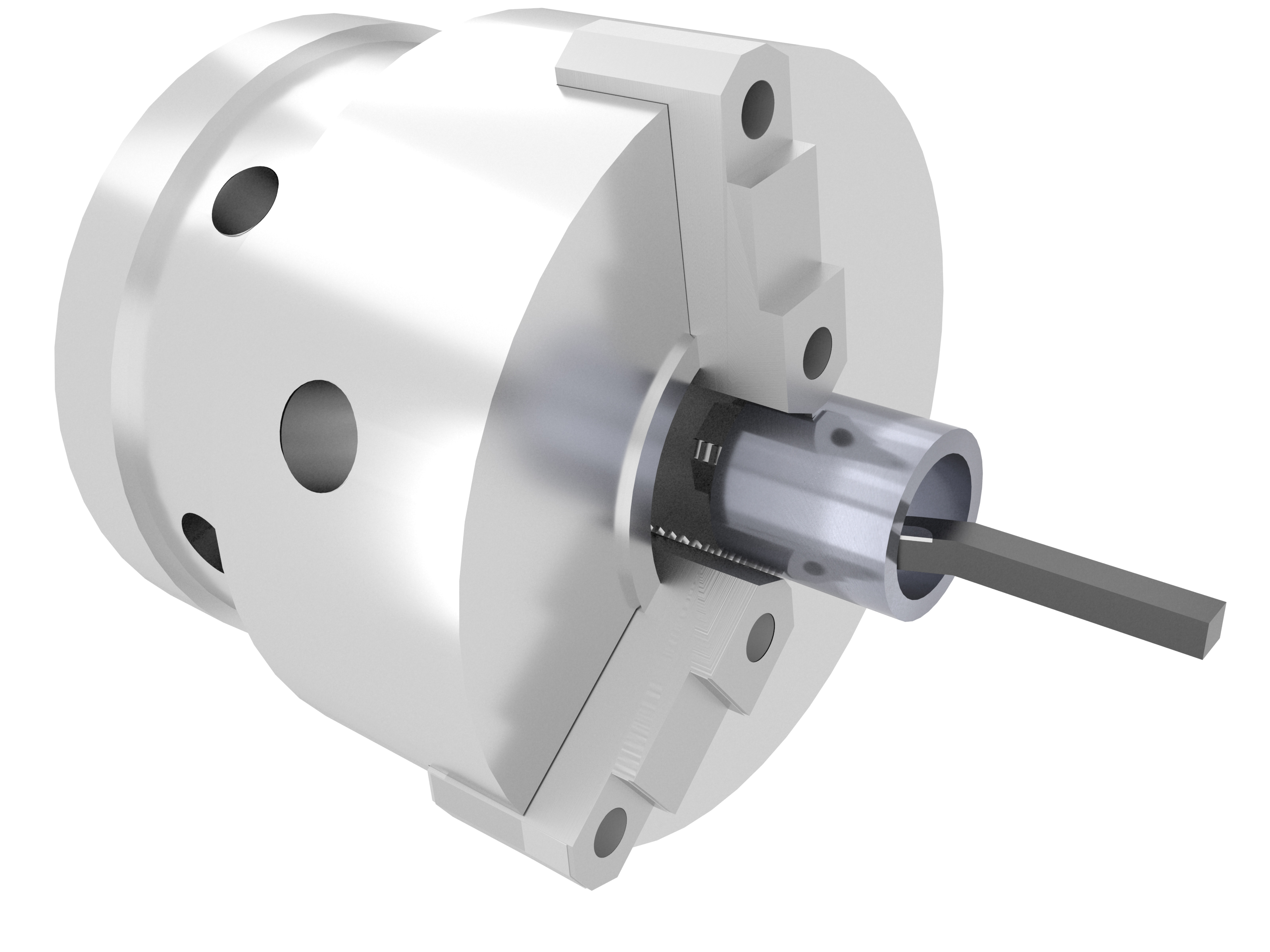
- Двойной патрон (опция) для обработки труб, подаваемых через шпиндель
- Все конструктивные особенности станка продиктованы требованиями нефтяной и газовой промышленности к трубопроводному оборудованию и оснастке
Предназначены для токарной обработки труб, деталей трубных соединений, валов и других деталей. Могут использоваться для нарезания метрической, дюймовой, модульной и питчевой резьбы. Станки серии 3A-38, 3A-42, 3A-47, 3A-55 и 3A-63 изготавливаются с длиной обработки до 14 000 мм.
По конструктивным особенностям этот станок подходит для тяжелых режимов резания для внешней и внутренней обработки труб и колец большого Ø. Опциональное оснащение устройством цифровой индикации (УЦИ) по 3-м осям, тем самым увеличивая точность обработки. Могут использоваться для нарезания метрической, дюймовой, модульной и питчевой резьбы.
Станки MYDAY серии 3A используются на производстве различных труб и колец больших Ø в нефтегазовой промышленности и других производствах.

Получаемые изделия


















Необходима для охлаждения зоны резания. Позволяет продлить срок службы режущего инструмента, обеспечивая эффективный отвод тепла от заготовки и удаляя стружку из зоны контакта инструмента с заготовкой.
В качестве охлаждающей жидкости используются специальные эмульсии, масла или вода, в зависимости от типа обрабатываемого материала.

Четырехпозиционный резцедержатель предназначен для закрепления инструмента на токарном станке. Обеспечивает быструю смену резцов, что значительно повышает производительность в сравнении с использованием однопозиционного резцедержателя.



Необходим для компоновки электрических элементов станка.
Содержит в себе выключатели, предохранители и переходники. В отдельных случаях, электрошкаф может быть снабжен встроенным трансформатором. Как правило, запирается на ключ и не может быть открыт во время работы станка за счёт предохранительного реле, включающегося после пуска оборудования.
Не вращающийся – такой центр еще называют упорным, так как он служит только для удержания заготовки и не вращается вместе с ней. Имеет цельнометаллическую конструкцию – наконечник и хвостовик представляют собой единое целое.

Состоит из:
1. Руководства по эксплуатации самого станка
2. Руководства по эксплуатации ЧПУ
3. Руководства по техобслуживанию ЧПУ
Набор документов на русском языке, представляющий собой подробное описание всех действий, необходимых для запуска, работы и обслуживания станка, техника безопасности, а так же деталировкой комплектующих и комплекта ЗИП.

Позволяют выровнять станок без заливки специального фундамента, но в любом случае подразумевают наличие ровного пола.
Опоры поставляются комплектом, достаточным для выставления оптимального уровня станка. Изготавливаются из высокопрочных сталей или марок чугуна, устойчивых к вибрациям и рассчитанных на массу оборудования, с учётом динамических нагрузок во время работы самого станка.


Эти патроны обычно выполняются с независимым перемещением каждого из кулачков и применяются для обработки деталей сложной конфигурации, несимметричных, эксцентричных (отливки, поковки, арматура и т. п.).

Планшайба — специальное устройство для крепления деталей или инструмента на оси шпинделя.
Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.

Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками.
Основной задачей неподвижного люнета является поддерживание габаритных деталей во время работы с ними. Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок.


Позиционный микрометрический упор - высокоточный измерительный прибор, который предназначен для ограничения перемещения суппорта при продольной подаче, что обеспечивает неизменность размеров при обработке ступенчатых деталей.

Приспособление для обточки конусов представляет собой один из обязательных вариантов оснастки токарного оборудования. Предназначено для обточки заготовок и деталей, имеющих большую конусность. Приспособление оборудовано конусной линейкой, обеспечивающей точное перемещение резца в нужном направлении под определенным углом. Оснастка осуществляет плавную подачу режущего инструмента, уменьшая шероховатость обрабатываемой поверхности.

Предназначено для обработки и визуализации показаний преобразователей перемещения (энкодеров), а также для обеспечения ряда сервисных функций измерительной системы. Оснащение станков устройствами цифровой индикации обеспечивает возможность высокоточного контроля размеров деталей в процессе их обработки без остановки станка и использования универсальных средств измерений.

Вращающийся центр – используется при работе с длинными заготовками, когда возможна деформация из-за нагрева при большой скорости или излишнего давления. В конструкции такой оснастки предусмотрен шарикоподшипник, за счет которого наконечник вращается вместе с обрабатываемой деталью. Это помогает избежать нагрева в месте контакта заготовки и центра, а также увеличивает КПД.

Облегчает визуальный контроль за обработкой и наладку станка.
На данный момент устанавливается LED-светильник с высокой степенью освещения и низким энергопотреблением. Осветительный элемент надежно защищен специальным пластиком стойким к механическим повреждениям и умеренно-агрессивным средам.
