





Ø обработки: 960 - 2500 мм
РМЦ: 2000 - 9000 мм
Мощность: 15 - 45 кВт
Вес: 8500 - 64 000 кг
- Сервопривод по оси Z с планетарным редуктором (опция)
- Высокоточные ШВП класса точности С3 со сдвоенной гайкой гарантируют высокую жесткость и точность
- ЧПУ Fanuc (Япония) и ось "С" (опция). Обработка сложных деталей на одном станке
- Станина шириной 800 мм, люнеты, гидравлическая задняя бабка, позволяют обрабатывать сверхтяжелые с высоким качеством
- Особенностью станка является его многопоточность и возможность точения на обоих концах длинных труб
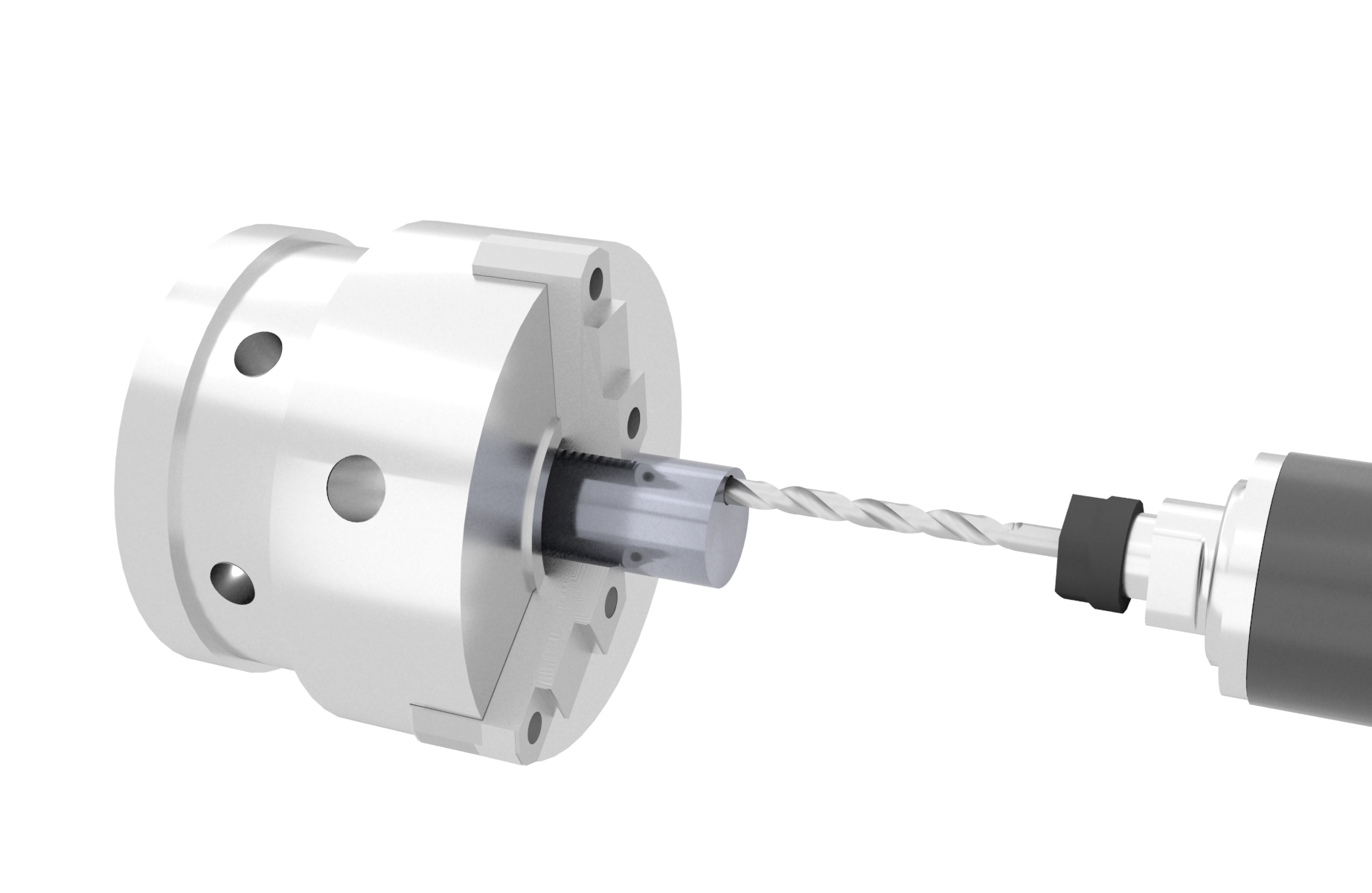
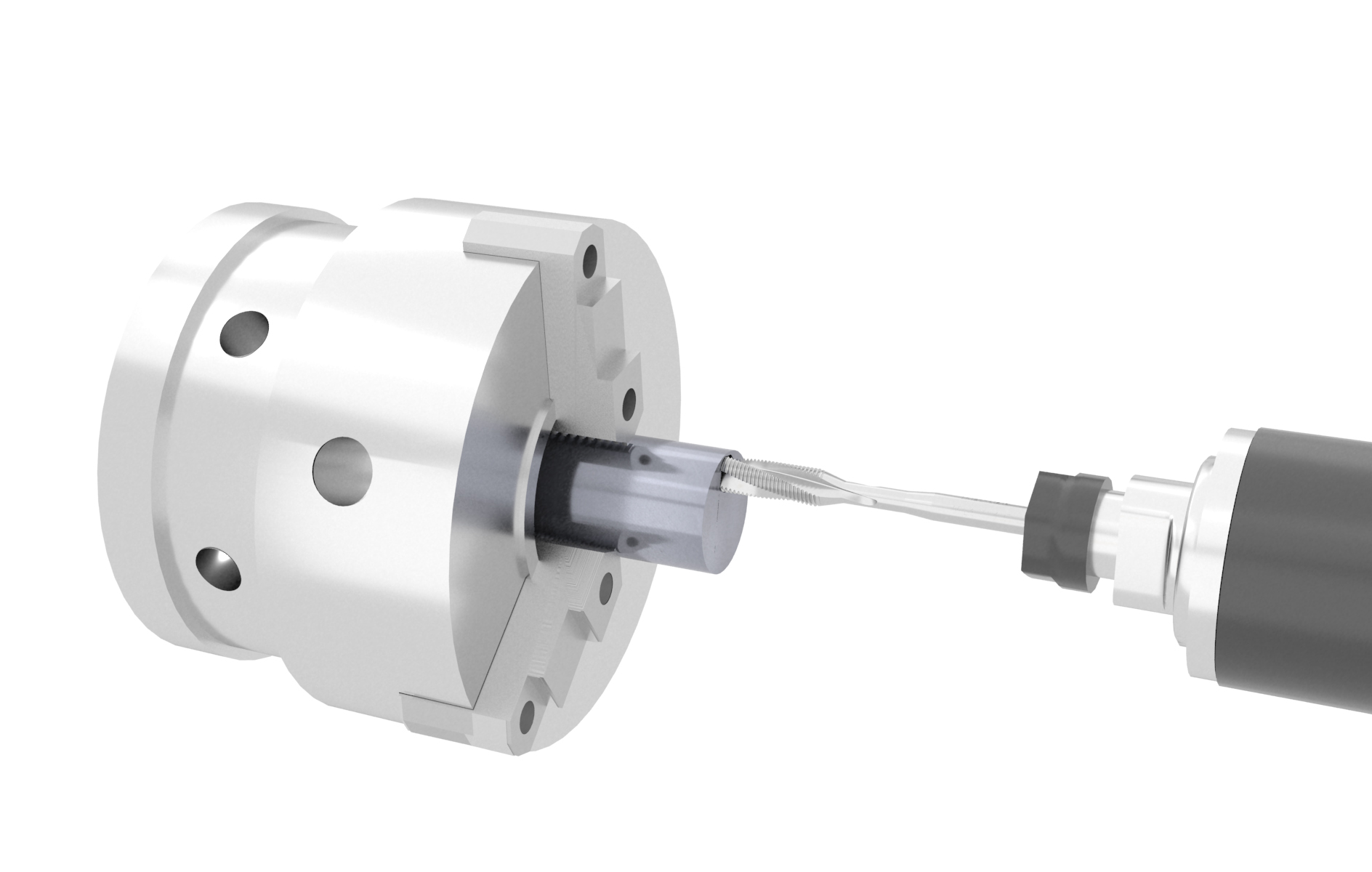
Трубонарезной станок MYDAY серии TNC – это специальное оборудование, предназначенное для обработки торцов труб различной длины, сечения и диаметра, всевозможных деталей трубных соединений, а также нарезки резьбы.
Кроме того, трубонарезные станки могут быть использованы в качестве обычных токарных станков для выполнения операций расточки и обработки внешних цилиндрических и конусных поверхностей. Оснащение трубонарезных станков надежной системой ЧПУ позволяет проводить обработку деталей с самой высокой степенью точности. Такие станки обычно используют для токарной обработки труб и деталей трубных соединений с диаметром от 156 до 360 мм, в том числе и нарезания метрической, дюймовой, модульной и питчевых резьб.
Трубонарезной станок можно увидеть в основном в нефтегазовой, горнодобывающей отраслях, где его используют для изготовления и ремонта труб и деталей трубных соединений. Укомплектовать станки можно различными приспособлениями, благодаря которым можно обрабатывать различные поверхности и заготовки.
Получаемые изделия








Автоматическая система обеспечивает централизованную своевременную смазку по основным движущимся элементам – ШВП, направляющим, подшипникам, что сокращает в разы их износ. Установка время впрыска по таймеру или заданному интервалу времени.

Необходима для охлаждения зоны резания. Позволяет продлить срок службы режущего инструмента, обеспечивая эффективный отвод тепла от заготовки и удаляя стружку из зоны контакта инструмента с заготовкой.
В качестве охлаждающей жидкости используются специальные эмульсии, масла или вода, в зависимости от типа обрабатываемого материала.

Подвижные защитные ограждения представляют собой устройства, закрывающие доступ в рабочую зону (например, сдвижные двери) при работающем механизме (шпинделе). Доступ в рабочую зону возможен только при неработающем механизме. Если защитное ограждение не установлено на постоянное место или не зафиксировано, включение механизма невозможно из-за блокировочного устройства.


Облегчает визуальный контроль за обработкой и наладку станка.
На данный момент устанавливается LED-светильник с высокой степенью освещения и низким энергопотреблением. Осветительный элемент надежно защищен специальным пластиком стойким к механическим повреждениям и умеренно-агрессивным средам.

Позволяют выровнять станок без заливки специального фундамента, но в любом случае подразумевают наличие ровного пола.
Опоры поставляются комплектом, достаточным для выставления оптимального уровня станка. Изготавливаются из высокопрочных сталей или марок чугуна, устойчивых к вибрациям и рассчитанных на массу оборудования, с учётом динамических нагрузок во время работы самого станка.

Представляет собой набор инструментов и ЗИП для обслуживания станка: ключи, отвертки, плоскогубцы, прокладки, запасные шайбы и т.д.
Состав набора зависит от комплектации и назначения оборудования.

Предназначены для удаления металлической стружки из-под станка. В этих конвейерах применяется специальная стальная лента, состоящая из пластин, соединенных надежными шарнирами, благодаря чему даже самая мелкая стружка надежно перемещается, а остатки СОЖ стекают в поддон. К тому же стальная лента является гарантом долгой и надежной службы конвейера.

Все станки MYDAY комплектуются трансформаторами. Трансформатор служит для понижения напряжения переменного тока с 380 B до 220 B.

Теплообменник электрошкафа обеспечивает достаточное охлаждение воздуха электрических компонентов установленных вне рабочей зоны станка.
Вентилятор с фильтром направляет прохладный отфильтрованный наружный воздух во внутреннее пространство электрического шкафа. При этом незначительно повышается внутреннее давление, что предотвращает попадание пыли в корпус, тем сама обеспечивая дополнительную защиту электроники.


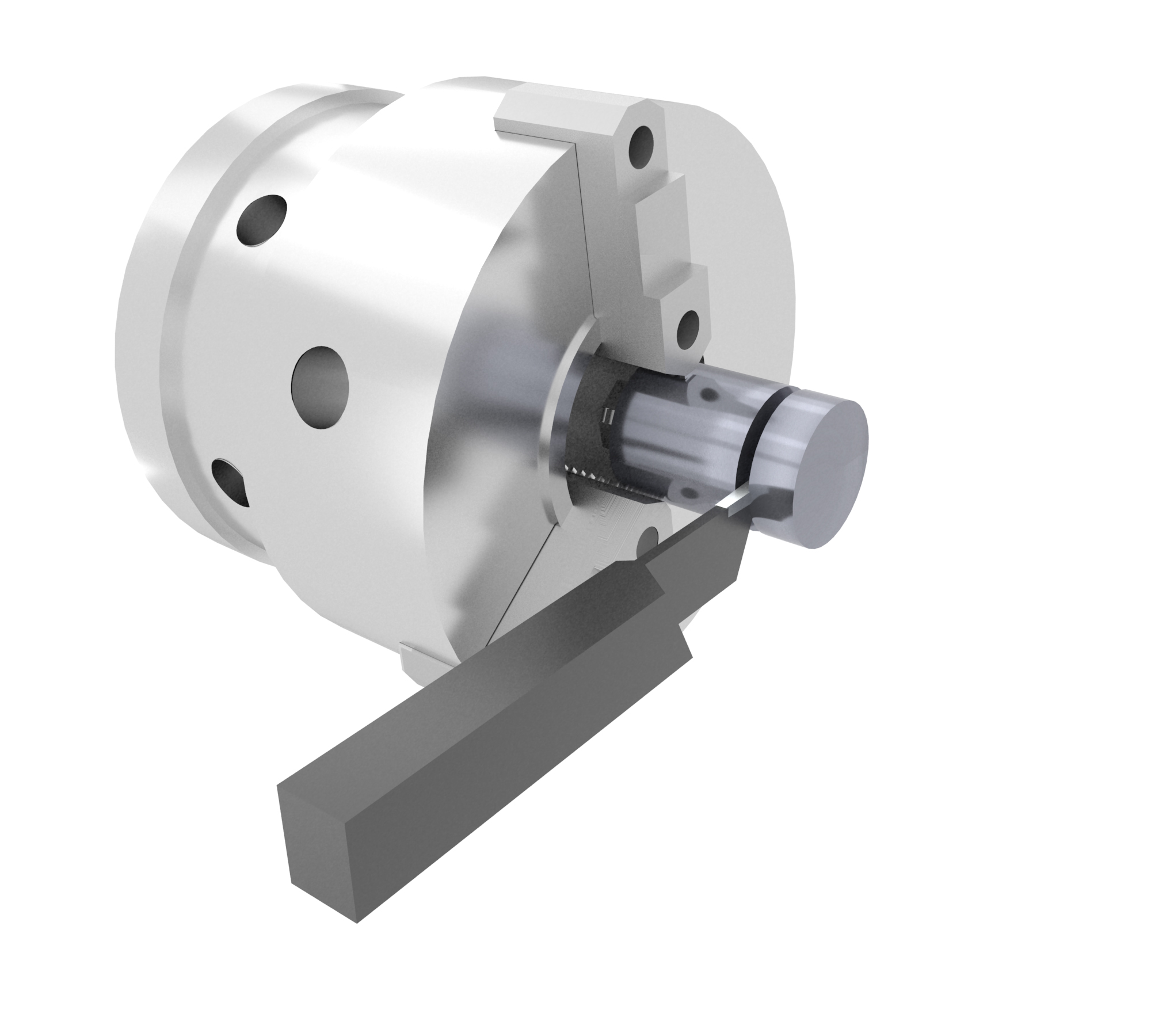
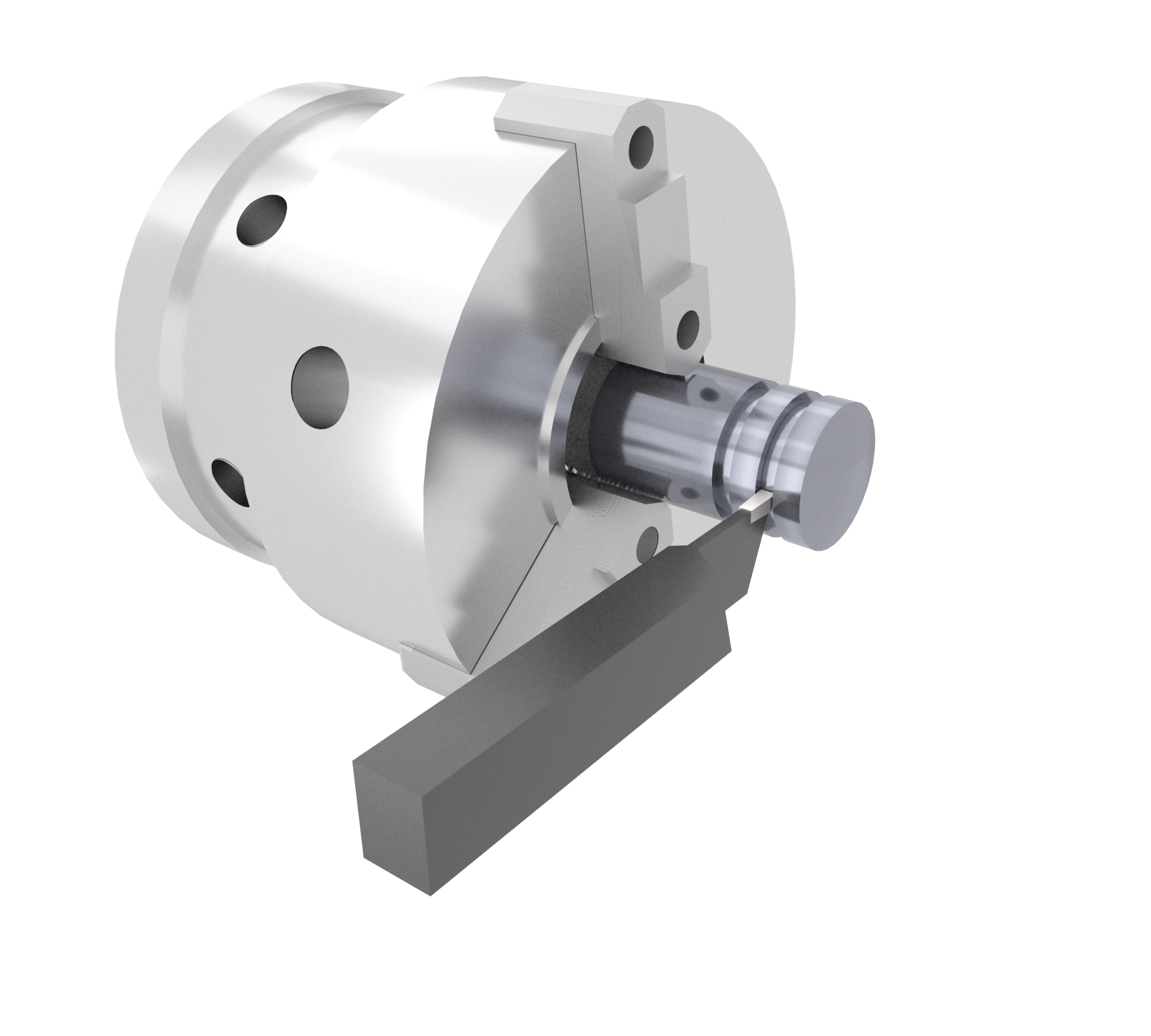
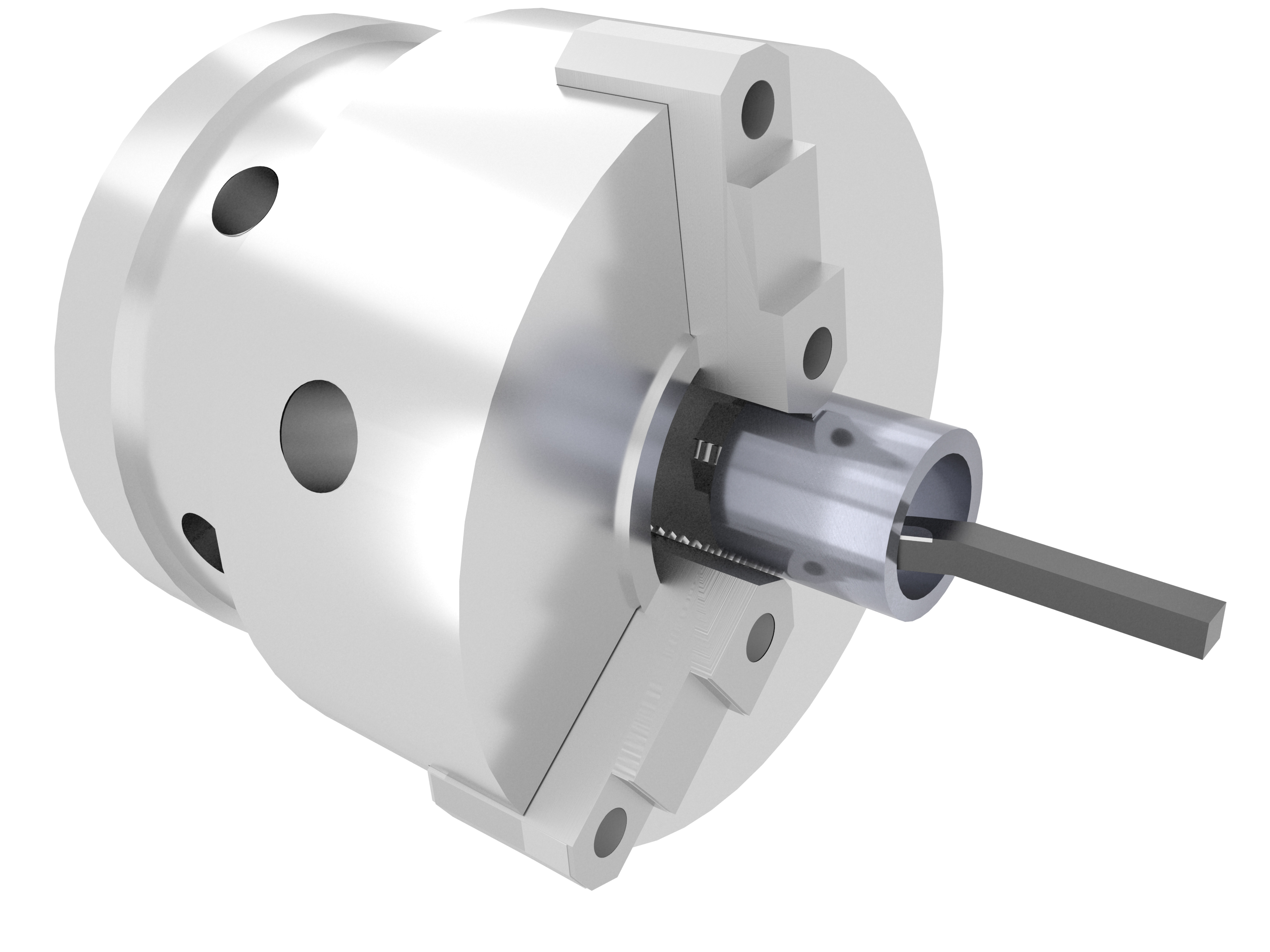
Предназначен для закрепления и обработки заготовок круглой и шестигранной формы на станках с ЧПУ и обрабатывающих центрах. Гидравлические токарные патроны способны сократить время рабочего на 50 - 70 %, так как для замены заготовок не надо пользоваться ручными ключами, а достаточно один раз настроить силу зажима заготовки.


Станок может быть оснащен 8-ми позиционной гидравлической револьверной головкой с временем индексации между соседними позициями 0,8 секунды.
Гидравлический привод индексации. Данная конструкция револьверной головки отличается высокой надежностью, долговечностью и простотой обслуживания. Вращение диска осуществляется как по часовой стрелке, так и против часовой стрелки, по кратчайшему пути к следующему инструменту, который будет осуществлять следующую операцию обработки заготовки.


