











Ø обработки: 638 - 670 мм
РМЦ: 1100 - 2200 мм
Мощность: 30 - 45 кВт
Вес: 10 700 - 13 800 кг
- Компактная жесткая цельнолитая станина с углом наклона 45°
- Направляющие скольжения увеличенного сечения
- Помпа СОЖ с давлением до 40 бар!
- Стойка ЧПУ FANUC 0i-TF Plus (10,4”)
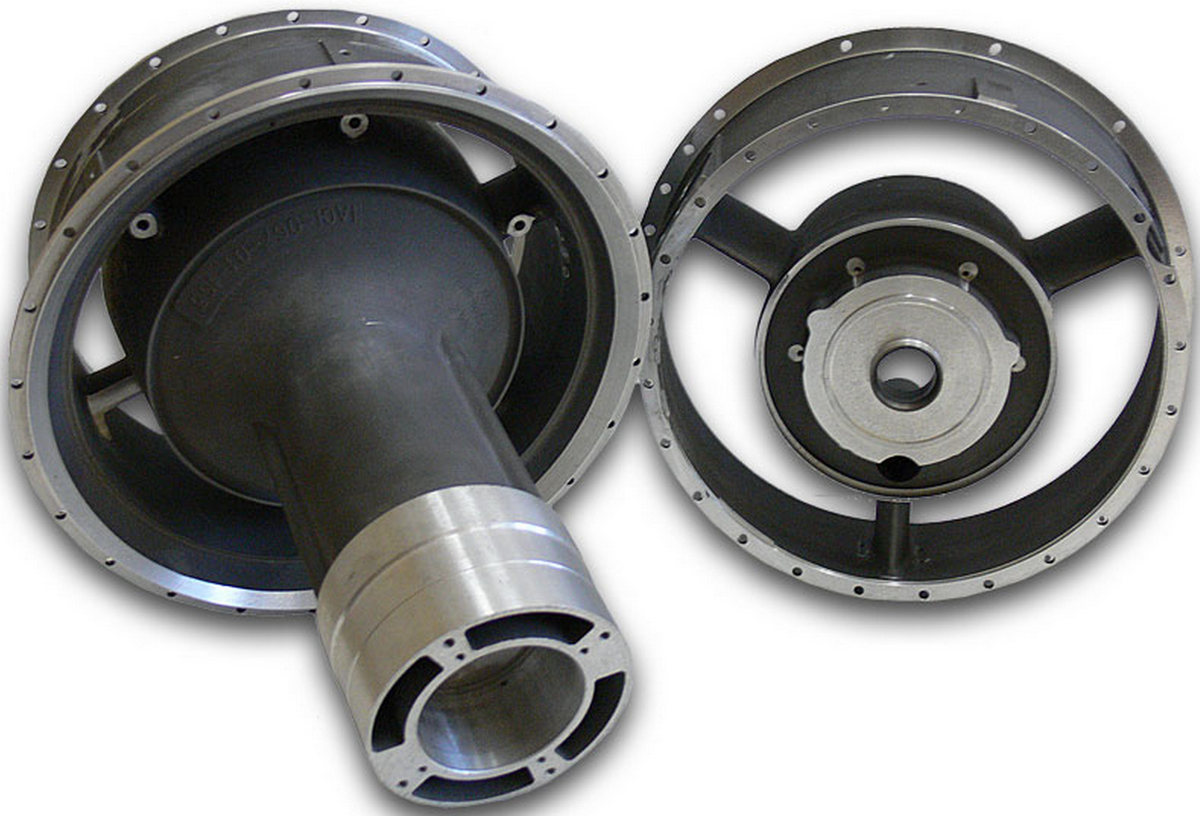
Токарные обрабатывающие центры SKM NL4000/5000 предназначены для силовой, точной и производительной токарной обработки деталей типа тел вращения (валов, осей, фланцев, колец и проч.) при тяжелых режимах работы*
При этом обеспечивается высокая точность по 7 квалитету и шероховатость по 8-9 классам.
Токарные обрабатывающие центры SKM NL4000/5000 применяются во всех отраслях машиностроительной индустрии:
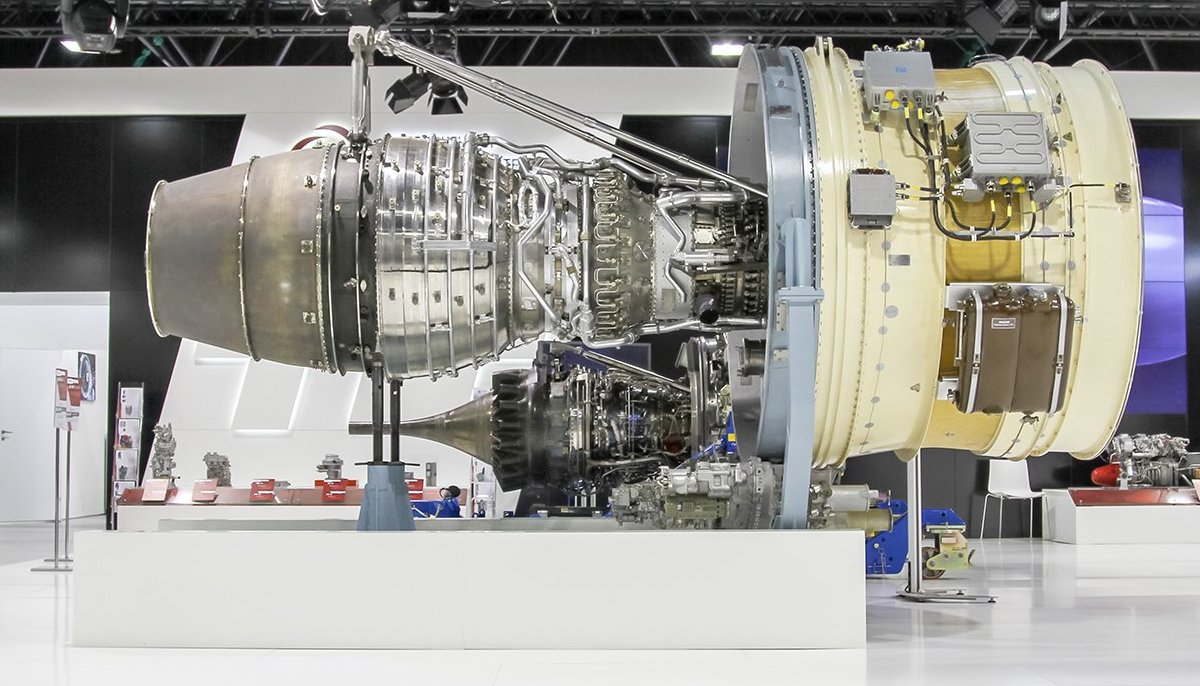
- авиационно-космической промышленности;
- автомобиле- и приборостроении;
- обработке закаленных, высоколегированных, нержавеющих сталей и сплавов.













Цельная станина с углом наклона 45°, изготовленная из чугуна Meehanite, который обладает превосходными характеристиками поглощения вибрации, обеспечивает прочную основу для всех компонентов машины.
Такая конструкция обеспечивает долгосрочную точность и стабильность обработки. Кроме того, конструкция станины под углом 45° обеспечивает операторам удобный доступ к заготовке и превосходный отвод стружки.


Точное ручное шабрение контактных поверхностей всех суппортов, передней и задней бабки со станиной обеспечивает длительную точность обработки и минимальный износ поверхности.

Ось Z оснащена высокопроизводительным двигателем подачи для лучшего перемещения (7 кВт). Скорость ускоренного хода по оси Z: 20 м/мин
Направляющие и каретка
Шестигранная конструкция и направляющие увеличенного сечения, изготовленные из цельной отливки, способствуют производительной обработке в самых тяжелых условиях.
Закаленные индукционным способом и прецизионные шлифованные направляющие обеспечивают точную обработку в течение длительного периода времени.
Широкая каретка снижает вибрацию и обеспечивает высокую точность обработки.

Сверхпрочная конструкция, изготовленная из цельного литья, с теплорассеивающим оребрением для эффективного отвода тепла, выделяемого при движении оси, сохраняет минимальное тепловое расширение и значительно продлевает срок службы подшипников.
Двухрядные цилиндрические роликовыми подшипниками спереди в сочетании с радиально-упорным двухрядным подшипником сзади, обеспечивают высокую жесткость при обработке в тяжелых условиях и отличное качество поверхности изделий.


Станок комплектуется двухступенчатым редуктором, более чем в два раза увеличивая крутящий момент на шпинделе, относительно ремённого привода при одинаковой мощности двигателя 30 / 45 кВт.
Редуктор способен увеличить объем снимаемого металла минимум на 25% и сократить время обработки деталей до 20%.
Конструкция шкива редуктора на главный шпиндель.


Привод шпинделя осуществляется от надежного электродвигателя переменного тока Fanuc (Япония). Система шкивов шпинделя обеспечивает превосходную режущую способность в тяжелых условиях.
Ремень шкива типа PK от двигателя к редуктору используется для достижения низкой вибрации, низкого уровня шума и хорошего результата резания шероховатости поверхности даже на высокой скорости вращения.
Ремень шкива типа V (клиновой) позволяет передавать высокую мощность. Обладает превосходным захватом и минимальным скольжением между ремнем и шкивом.

Сверхмощная револьверная головка приводится в движение серводвигателем переменного тока с высоким крутящим моментом для быстрого вращения и повторяемости. Конструкция револьверной головки оснащена муфтой большого диаметра, обеспечивающей точное позиционирование и высокую силу зажима.
Время индексации: 0,25 сек (позиция-позиция)
Блоки: сечение резца 32 х 32 мм, расточной инструмент - Ø60 мм

Револьвер с типом крепления блоков BMT (крепление на 4 болта) оснащен 2 отдельными двигателями для индексации и фрезерования, что улучшает производительность обработки и сокращает время обработки заготовки.

Оба конца оси X и оси Z жестко зафиксированы и установлены в предварительно нагруженные высокоточные подшипники класса P4, которые обеспечивают точное и плавное перемещение даже с высокой нагрузкой.




Программируемый корпус задней бабки, и программируемая пиноль входят в стандартную комплектацию для серии NL4000, что упрощает регулировку положения задней бабки, сокращает время наладки и позволяет вести обработку тяжелых и длинных деталей с повышенными режимами резания


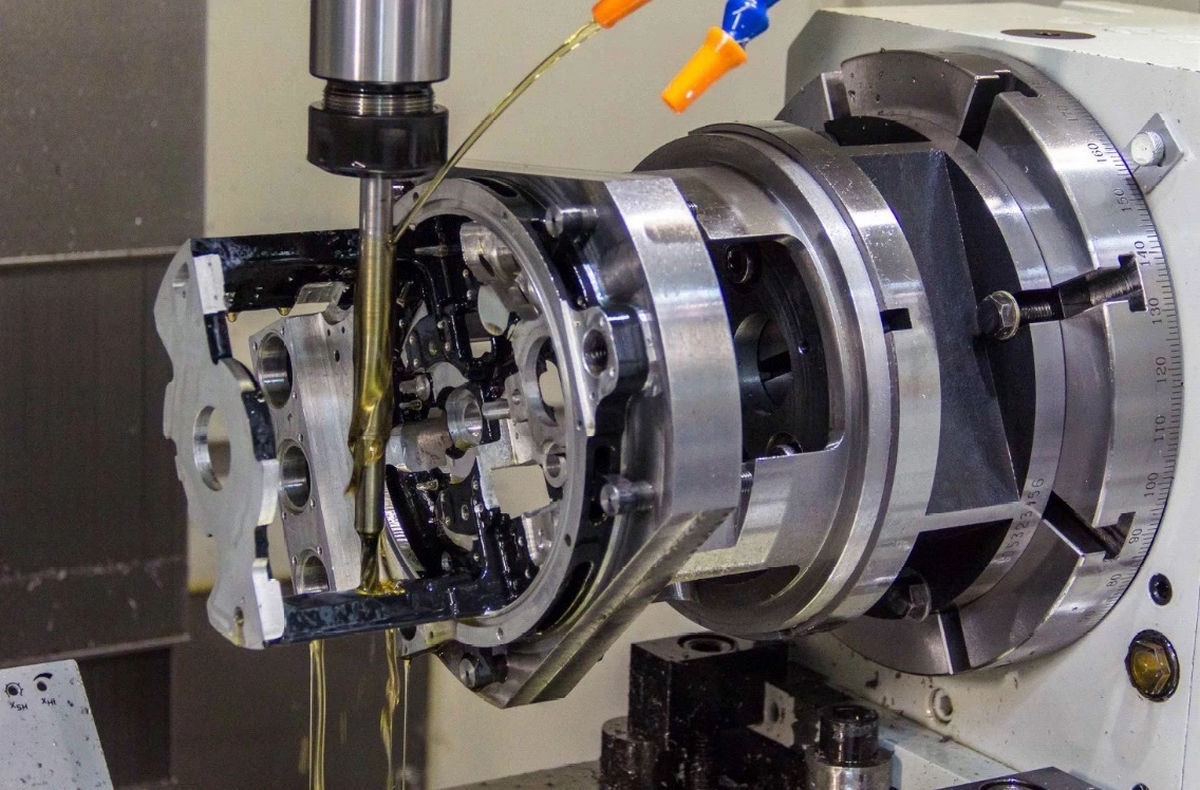
Станок оснащен осью Y, что многократно повышает возможности оборудования и точность обработки. Ось Y позволяет выполнять фрезерование канавок и пазов, сверление со смещением от центра. Это позволяет повышать точность обработки, а также обеспечивает возможность обработки более сложных форм по сравнению с обычным 2-х и 3-х осевыми токарными центрами.
Движение оси Y осуществляется одновременным перемещением по осям X и Ys.
Попытки обработки канавок и контуров с применением управлением интерполяцией в полярных координатах (на других станках), когда ось X меняет направление в точке пересечения между центральной линией и обрабатываемым профилем, влияет на точность получаемого профиля (появляются выступы и «недорезы»). Обработка с управлением по оси Y на станках серии NL позволяет избежать этой проблемы, а также обеспечить абсолютную точность обрабатываемого профиля.
На станке с осью Y при обработке канавок, их ширина идеально параллельна по всей высоте канавки. Этого невозможно достичь на станке без оси Y.



Y-ось перемещения NL4000(X)LY - 150 мм (±75)
Y-ось ускоренные перемещения 10 м/мин.
Токарный станок с осью Y функционально практически аналогичен фрезерному станку с поворотным столом (Оси - X, Y, Z, C).
Ось Y для токарного центра— это дополнительная ось, по которой двигается револьверная головка при обработке сложных заготовок.
45° конструкция каретки для оси Y обеспечивает превосходную жесткость и высокую точность обработки.

В базовой комплектации устанавливается обновлённая система ЧПУ FANUC 0i-TF Plus + iHMI, Touchscreen монитор, 15 дюймов.
В версии Plus расширен функционал:
- Внутренняя память 2 Мб;
- Экран ручной привязки инструмента, для настройки инструмента к детали «вручную», без помощи специальных измерительных щупов;
- Система симуляции обработки (3D) - Dynamic Graphic Display
Панель оператора может поворачиваться на 90 градусов, обеспечивая легкий доступ к управлению во время работы со станком.
FANUC iHMI Интеллектуальный человеко-машинный интерфейс:
- реализация высокоточной обработки с минимальным временем цикла;
- минимум простоев - максимальная производительность;
- единый интерфейс для всех типов оборудования;
- удобное решение задач обработки, планирования, оптимизации, не отходя от станка.

Служит для увеличения производительности за счёт сокращения суммарного времени на обработку чертежей перед началом изготовления и может использоваться как для простых, так и для сложных технологических процессов. Для программирования циклов машинной обработки, включая циклы вращения, фрезеровки, сверления и измерения, можно использовать подсказки или диалоговый режим, а также с легкостью осуществлять программирование деталей и симуляцию непосредственно на мониторе панели управления.

Датчик BZi на шпинделе вместо стандартного датчика положения (энкодера) в стандартной комплектации.
Использование датчика BZi помогает снизить стоимость послепродажного обслуживания. Датчик BZi не требует дополнительного контроля и проверок, т.к. он является бесконтактным и не изнашивается.

Автоматическая система обеспечивает централизованную своевременную смазку по основным движущимся элементам – ШВП, направляющим, подшипникам, что сокращает в разы их износ. Установка времени впрыска осуществляется через контроллер панели ЧПУ. Система смазки компактно встроена в корпус станка. Оповещение на панели оператора об минимальном уровне или окончании масла в резервуаре.

Система подачи СОЖ под давлением через револьвер/инструмент позволяет повысить качество обработки, увеличить глубину резания, повысить скорость подачи и продлить срок службы инструмента. Лучшая обработка поверхности получается за счет интенсивной очистки от стружки, уменьшения деформационного упрочнения материала.
Система подачи СОЖ через шпиндель включает помпу для прокачки под давлением 10 бар

Перемещениями программируемой задней бабки и её пиноли управляют с помощью стоики ЧПУ для простоты установки и позиционирования.
Задняя бабка приводится в движение с помощью каретки револьверной головки.
Сокращает время наладки и позволяет обрабатывать длинные детали в центрах.

Широкие направляющие и усиленная конструкция корпуса задней бабки обеспечивают жесткость обработки.
Диаметр пиноли составляет 140 мм, конус MT5 со встроенным подвижным центром входит в стандартную комплектацию и обеспечивает более высокую жесткость поджатия. Ход пиноли 120 мм управляется программой или педалью. Положение задней бабки контролируется шарнирным пальцем, который соединяется с кареткой револьвера.

Тормозные, силовые и релейные цепи объединены в одну систему плат, чтобы свести к минимуму поломку электрической системы и облегчить техническое обслуживание и ремонт. Все привода и контроллер поставляются от признанного мирового лидера автоматизации станков с ЧПУ - Fanuc (Япония)

Позволяет защищать оператора и окружение от разбрызгивания СОЖ и попадания стружки.
Замена защитного стекла рабочей двери не требует снятия двери со станка.

Нарезание резьбы с произвольной скоростью обеспечивает постоянное согласование режущего инструмента со скоростью шпинделя во время нарезания резьбы. Это позволяет оператору регулировать скорость шпинделя во время нарезания резьбы, не повреждая деталь, что значительно сказывается на производительности таких операций и снижает брак на готовых деталях.

Система измерения инструмента позволяет измерить размер инструмента перед резанием и проверить наличие повреждений или поломки инструмента в процессе обработки.
А также исключает из технологического процесса простои станков и брак, связанные с погрешностями при выполнении наладки и контроля инструмента вручную.

Конвейер включается через M-код или напрямую от пульта управления. С помощью настроек устанавливается интервал и продолжительность работы конвейера для автоматического цикла работы. В комплекте поставляется тележка (корзина) для сбора стружки

На станке осуществлена возможность установки блоков держателя длинного расточного инструмента Ø80, Ø100, что позволяет достигать высокой эффективности операций по растачиванию глубоких отверстий.

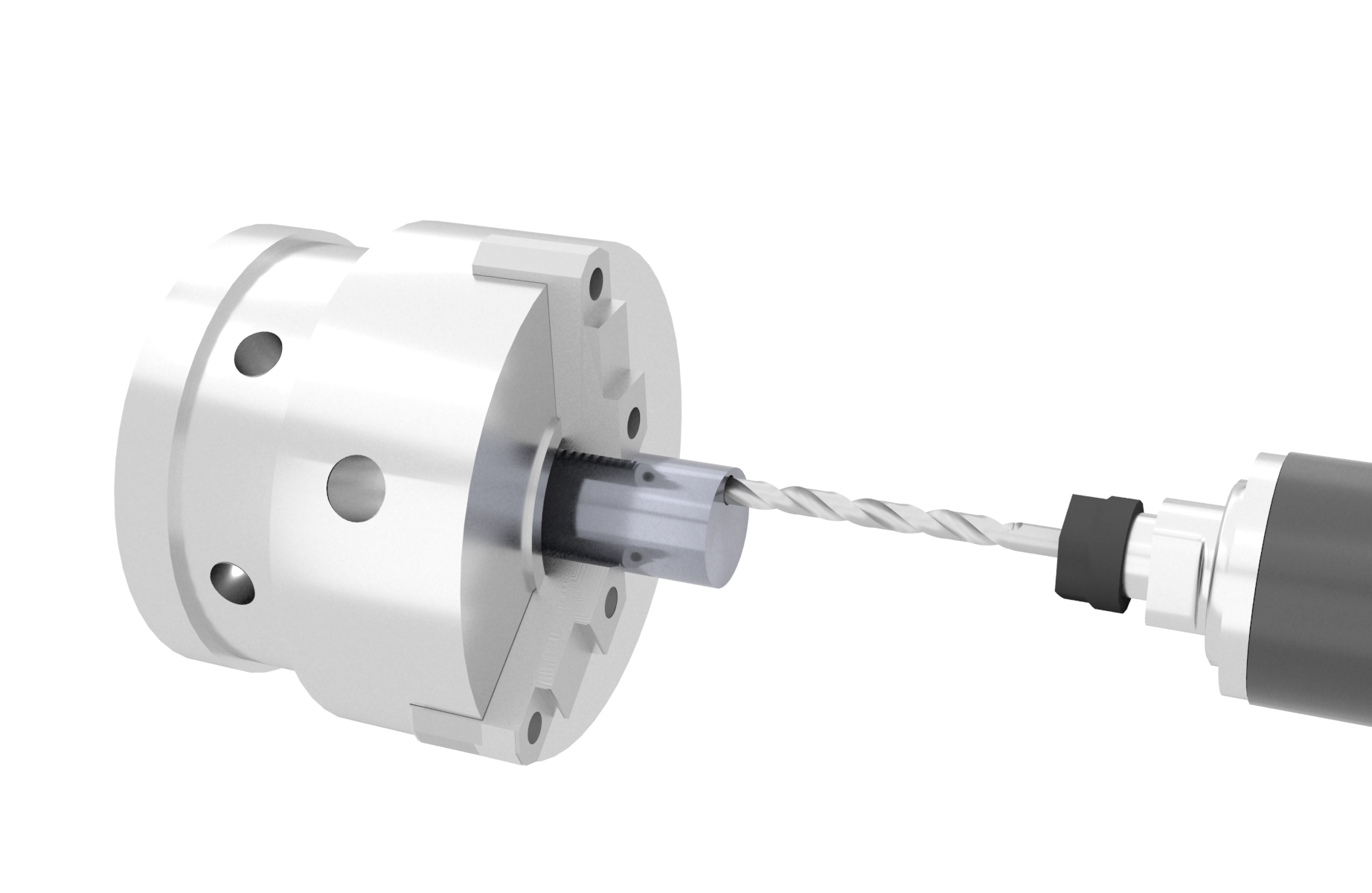
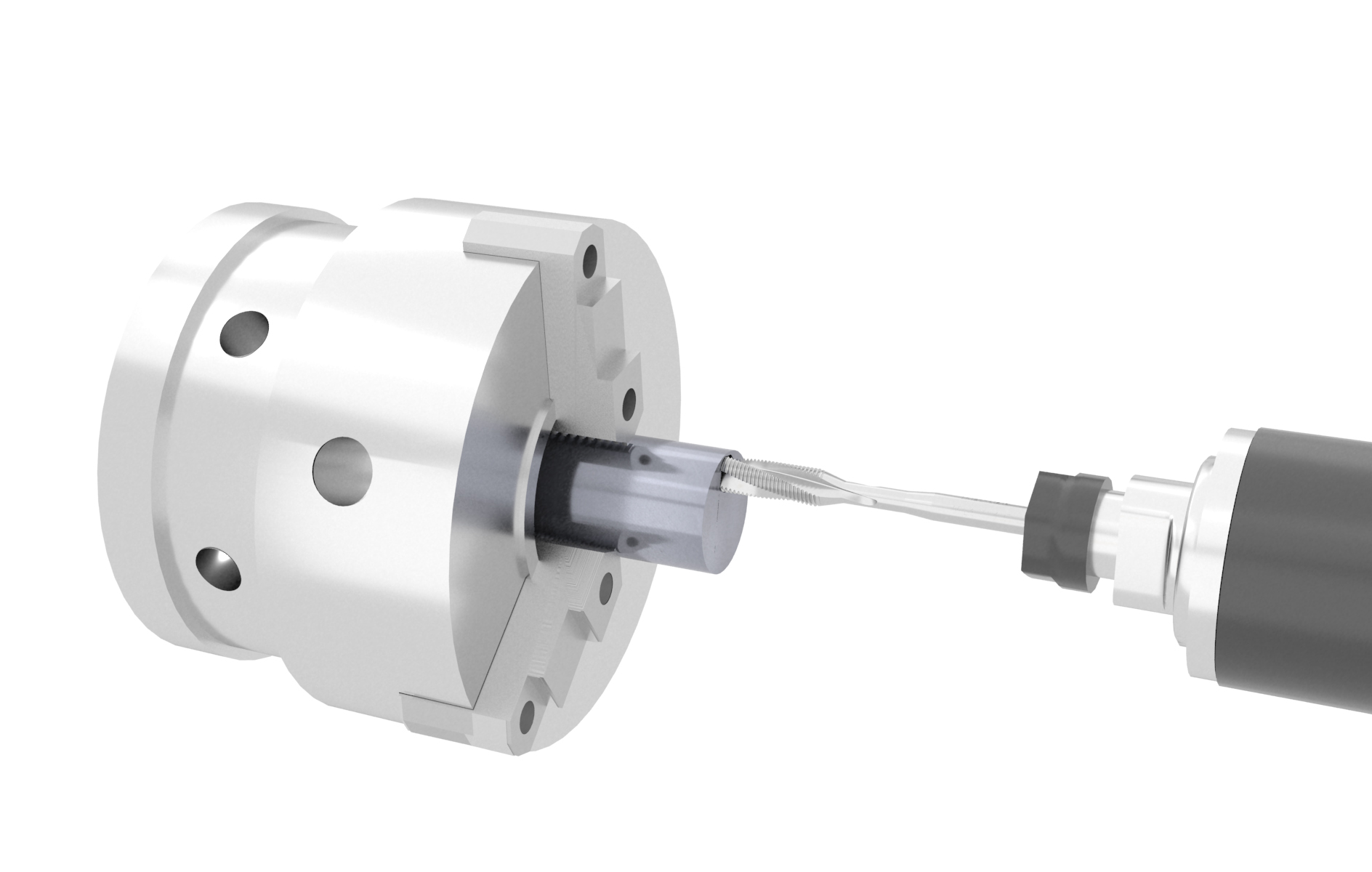
Система зажима заготовки с помощью двух патронов повышает стабильность обработки длинных заготовок большого диаметра, например, при обработке труб для нефтегазовой промышленности.
Патроны устанавливаются на передний и задний торец шпинделя.

Использование люнета для токарного станка - ещё один способ (помимо вращающихся центров) снизить радиальное биение и увеличить устойчивость зажима длинных заготовок.
Люнеты от известной компании STA (Samchully), модели STA-4.0 / 5.0

- Фиксируется на направляющих задней бабки;
- Регулируется вручную;
- Для небольшого диапазона диаметров;
- Вариант исполнения «поддерживаемых» диаметров: Ø350 - 450 мм.

Среди преимуществ станков, относительно большинства конкурентов из Тайваня и Южной Кореи в сегменте, можно выделить:
- на 25% выше момент на приводном инструменте 95 Н*м;
- на 15% больше перемещение по оси Х: 340 мм, что позволяет увеличить номенклатуру обрабатываемых деталей;
- до 20% сокращается время обработки благодаря увеличенной мощности до 7 кВт приводов подач по осям X и Z, которые обеспечивают работу с наилучшей производительностью без перегрузок;
- на 40% увеличивается ресурс инструмента за счет подачи СОЖ через револьвер / инструмент** - 10 бар в стандартной комплектации (у конкурентов подача СОЖ всего 3-5 бар).
С помощью Manual Guide возможно простое создание управляющих программ на стойке ЧПУ. В стандартной комплектации в конструкция центров включает маслоотделитель, продляющий ресурс СОЖ и датчик BZi* на шпинделе (бесконтактный энкодер).

- Цельнолитая наклонная станина (Meehanite);
- Прецизионные направляющие каретки (шестигранные);
- Главный шпиндель (с теплорассеивающим оребрением);
- Револьверная голова (с фрезерной функцией);
- Задняя бабка (автоматическое перемещение от револьвера и гидравлическая пиноль)





Система крепления VDI
Имеет менее жесткую конструкцию крепления инструментальных блок к револьверной головке, и предназначена для обработки легких сплавов с небольшими припусками. При обработки твердых сплавов срок эксплуатации инструментальных блок значительно уменьшается из-за большой нагрузки на базовые посадочные поверхности.
Преимущества VDI
- Только один винт для затяжки блока, он прост в установке и быстрее настраивается оператором;
- Меньшие первоначальные инвестиции - стоимость резцедержателя ниже, чем резцедержателя BMT;
- Оператор может регулировать прямолинейность и точность блока.
Система крепления BMT (SКM)
Имеет преимущество в жесткости инструментальных блоков к револьверной головке за счет крепления 4-мя болтами к револьверу. Это позволяет производить обработку при тяжелых режимах резания и обеспечивать высокую точность, позволяет достичь высокой производительности и сократить вспомогательное время, т.к. возможно производить обработку с большими припусками.
Преимущества BMT (SКM)
- Более жесткий, используется для обработки в тяжелых условиях;
- Точная прямая фиксация, оператору не нужно настраивать прямолинейность блока;
- Больший ресурс блока за счёт равномерного распределения нагрузки при работе (больше упорных подшипников, больше точек крепления к револьверу, короткий вылет хвостовика).
Диаграмма мощности шпинделя:


Диаграмма мощности револьверной головы с блоками приводного инструмента:

Револьверная голова (приводной инструмент, блоки BMT 75):







