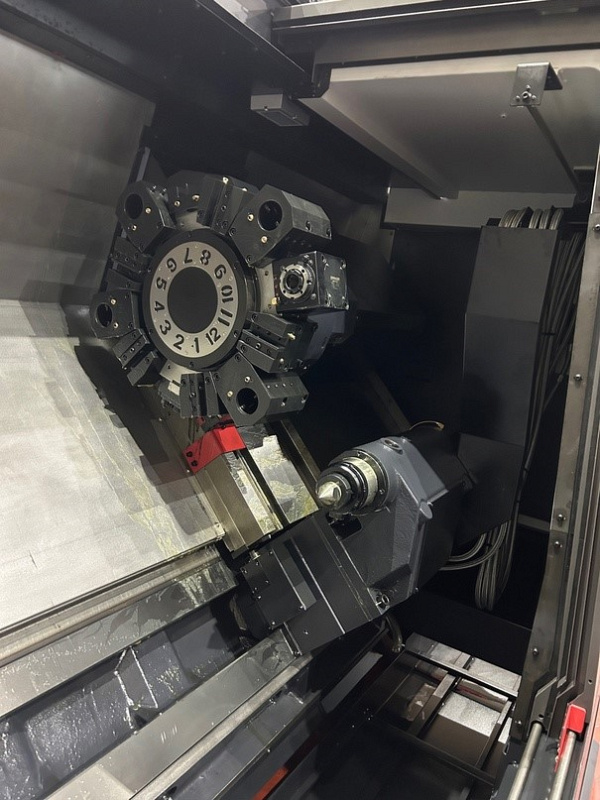
Токарные обрабатывающие центры SKMC DL4000XLM
Код товара: МС 451873




Южная Корея
-
Макс. диаметр точения560 мм
-
Двигатель привода главного шпинделя30 / 22 кВт
-
Макс. длина точения3068 мм
-
Приводной инструментесть
-
Ось Yнет
Модель
DL4000XLM
МС 451873
ЦЕНА
28 966 340 ₽
Макс. диаметр вращения, мм
790
Макс. диаметр точения, мм
560
Макс. длина точения, мм
3068
Макс. диаметр прутка, мм
116,5
Тип направляющих
Скольжения
Угол наклона станины, °
45
По оси X, мм
352 (77+275)
По оси Z, мм
3180
Конус
А2-11
Обороты шпинделя, об/мин
2000
Диаметр отверстия шпинделя, мм
132
Размер патрона, дюйм
15
Макс. крутящий момент шпинделя, Нм
1611
Противошпиндель
нет
Двигатель привода главного шпинделя, кВт
30 / 22
Система ЧПУ
Fanuc
Приводной инструмент
есть
Ось Y
нет
Перемещение задней бабки, мм
3070
Перемещение пиноли задней бабки, мм
120
Конус пиноли задней бабки
MT6
Диаметр пиноли задней бабки, мм
120
Тип револьверной головки
12 позиций
Размер державки инструмента, мм
25 х 25
Макс. диаметр расточного инструмента, мм
60
Обороты приводного инструмента, об/мин
4000
Мощность приводного инструмента, кВт
7,5
Тип крепления инструментальных блоков
BMT75
Длина, мм
2335
Ширина, мм
7024
Высота, мм
2276
Вес, кг
12 550
Рассчитайте свой платеж
Стоимость оборудования
Первоначальный взнос
Срок лизинга
Наше предложение
Ежемесячный платеж:
0 ₽
Переплата:
1 000 ₽ / за 36 мес
Хотите выгодное предложение?
Оставьте заявку и мы подберем удобный тариф
Стоимость предмета лизинга и приведенные расчеты через
калькулятор являются предварительными. Для точного определения процентной ставки по договору,
пожалуйста, обратитесь к менеджеру в вашем регионе.
Будьте первыми, кто оставит свой отзыв о
нашем товаре!