









Система ЧПУ: Syntec
Частота вращения шпинделя:
45 - 3500 об/мин
Кол-во управляемых осей: 3
Ø обрабатываемого прутка: 32 - 42 мм
Вес: 2200 кг
- Оснащение приводными инструментами с С-осью (фрезерование, сверление, резьбонарезание) и Y-осью для контурного фрезерования
- Возможность автоматизации за счет установки автоподающего устройства и уловителя деталей
- Различные конфигурации инструментальной системы под требования клиента - линейный суппорт, револьвер, фрезерные блоки и другое
Высокоскоростные станки серии SMART предназначены для изготовления изделий из прутка в условиях мелкосерийного и серийного производств.
Токарные автоматы серии SMART по-настоящему самые экономичные, точные и универсальные в своем классе на сегодняшний день!
Высокоскоростные станки серии SMART широко применяются в различных отраслях современной промышленности, используются в транспортном машиностроении.









Наклон станины под углом 20° упрощает уборку станка от стружки, и облегчает доступ к обрабатываемой детали. Мощная конструкция базы обеспечивает максимальную жесткость и устойчивость при тяжелых режимах обработки.

По желанию заказчика станок оснащается устройством улавливания готовых деталей, что гарантирует удобное и быстрое удаление изделия из рабочей зоны.

Конструкция станка позволяет установить как револьверную головку, так и отдельные инструментальные блоки прямо на суппорт. Покупатель может самостоятельно выбрать необходимую компоновку, которая обеспечит наибольшую производительность при оптимальной стоимости оборудования.

Такая компоновка может вмещать до 6 инструментальных блоков с токарным инструментом. Отличается очень быстрой сменой и удобным доступом к инструменту. Дополнительно можно установить 2 позиции приводного инструмента, которые позволяют производить на станке фрезерную обработку, сверление отверстий и нарезание резьбы.


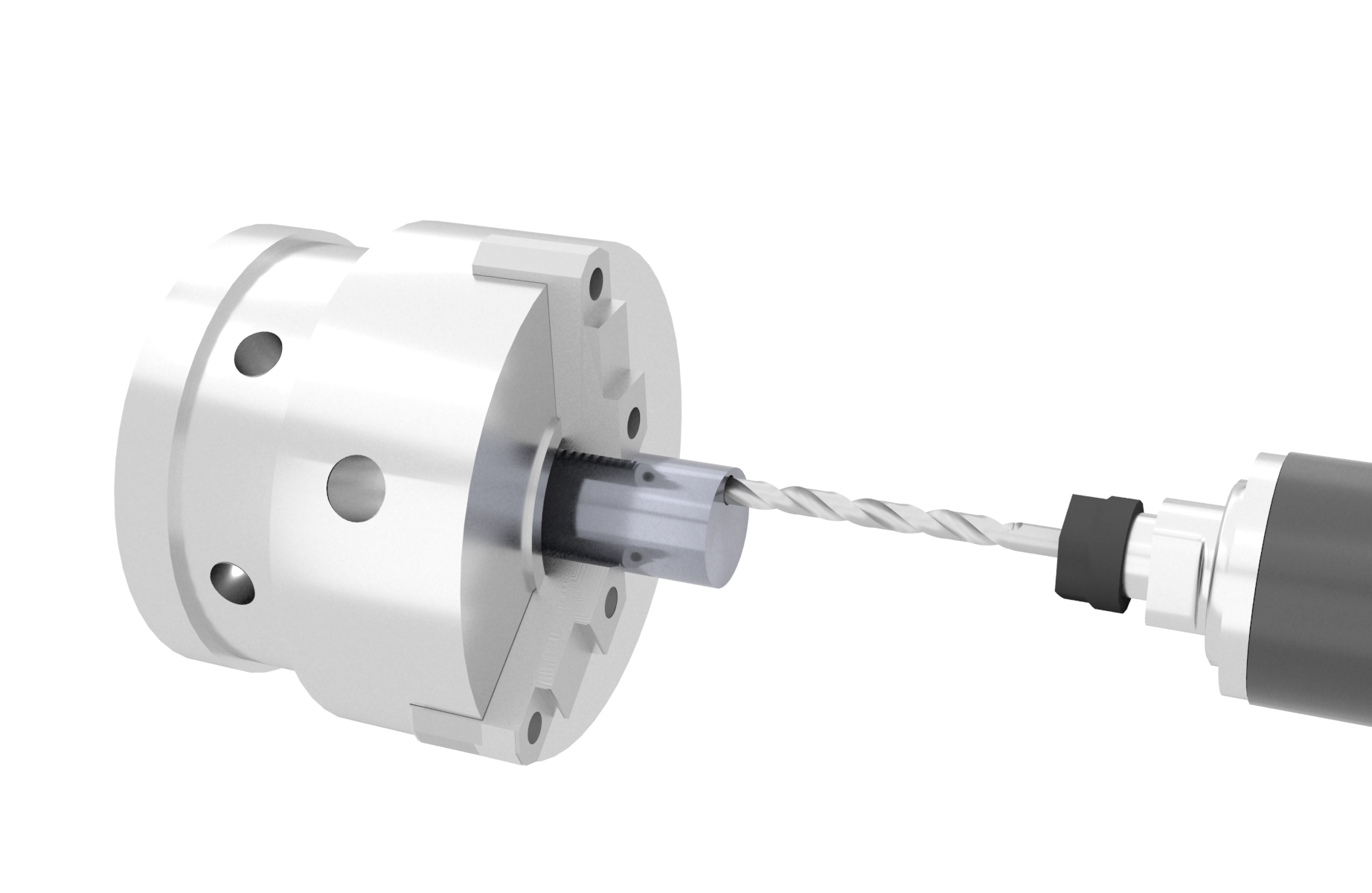
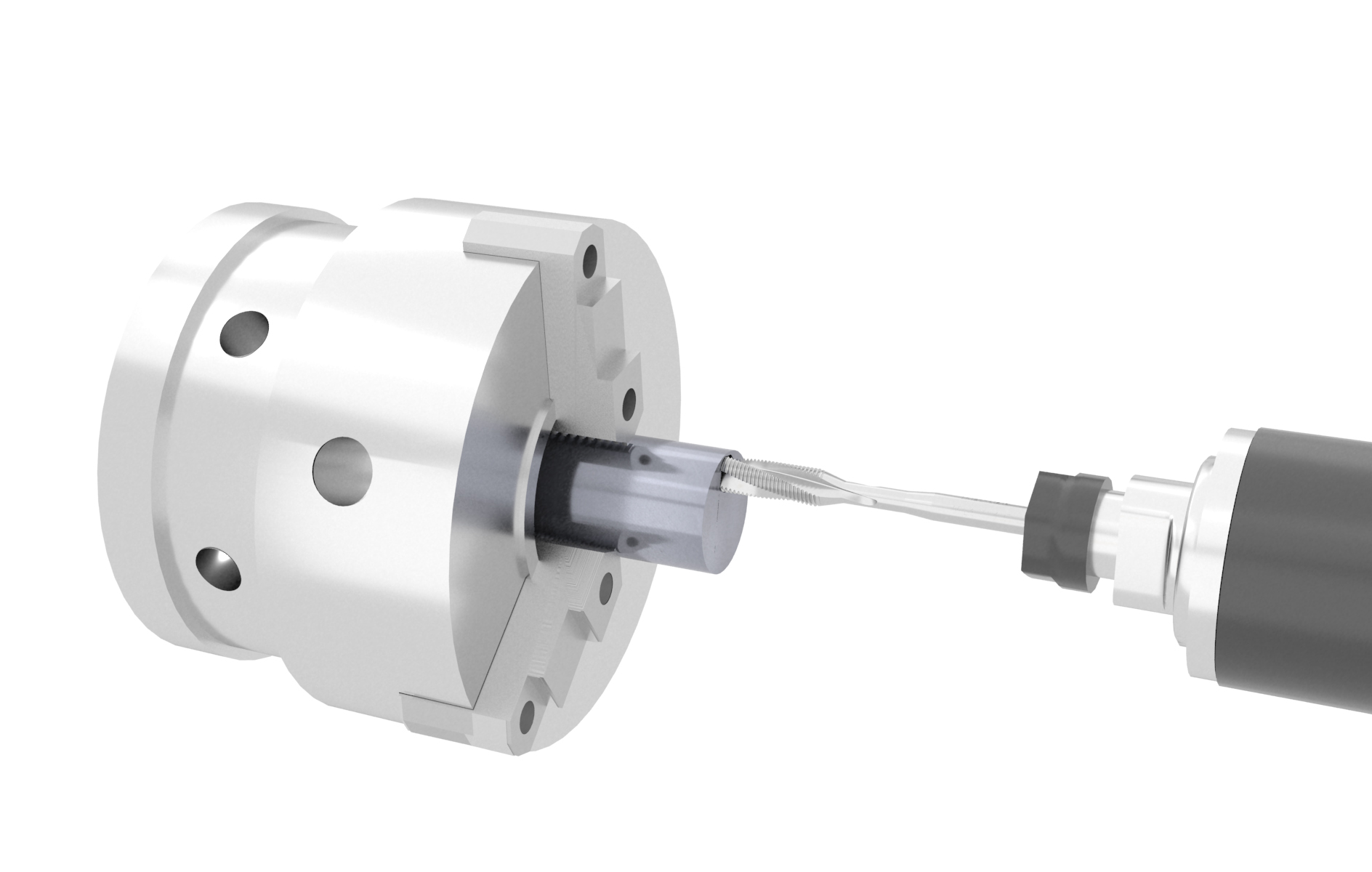
Дает возможность обрабатывать глубокие отверстия и увеличивает стойкость инструмента, за счет лучшего охлаждения режущей кромки и более эффективного удаления стружки.
Для осуществления подачи необходимо предусмотреть инструментальную оснастку с подготовкой для подачи СОЖ через ее корпус (резцы, сверла, фрезы и т.д.)

В состав оснащения станка входит комплект блоков для крепления режущего инструмента на инструментальном суппорте или в револьверной головке, а также в блоках приводного инструмента (при наличии).
Для станков серии SMART:
- Двойной резцовый блок для инструмента внутренней обработки
- Резцовый блок для инструмента внутренней обработки
- Резцовый блок для инструмента наружного точения
- Резцовый блок для установки инструмента передней режущей поверхностью вниз
- Двойной резцовый блок для инструмента наружной обработки
- Переходные втулки для крепления расточного инструмента Ø8, 10, 12, 16, 20 мм

Необходима для охлаждения зоны резания. Позволяет продлить срок службы режущего инструмента, обеспечивая эффективный отвод тепла от заготовки и удаляя стружку из зоны контакта инструмента с заготовкой.
В качестве охлаждающей жидкости используются специальные эмульсии, масла или вода, в зависимости от типа материала.

Теплообменник электрошкафа обеспечивает достаточное охлаждение воздуха электрических компонентов, установленных вне рабочей зоны станка.
Вентилятор с фильтром направляет прохладный отфильтрованный наружный воздух во внутреннее пространство электрического шкафа. При этом незначительно повышается внутреннее давление, что предотвращает попадание пыли в корпус, тем самым обеспечивая дополнительную защиту электроники.

Облегчает визуальный контроль за обработкой и наладку станка.
На данный момент устанавливается LED-светильник с высокой степенью освещения и низким энергопотреблением. Осветительный элемент надежно защищен специальным пластиком, стойким к механическим повреждениям и умеренно-агрессивным средам.

Предназначена для зажима/разжима гидравлического патрона и выдвижения пиноли задней бабки (при наличии).
Сокращает подготовительное время, позволяет перенастроить на необходимый типоразмер детали за короткое время.

Подготовка состоит из установки специального шлейфа для подключения самого податчика к электронике станка, настройка системы ЧПУ на работу с ним и подготовку в кожухе станка для возможности работы с прутком, пропускаемым через шпиндель.

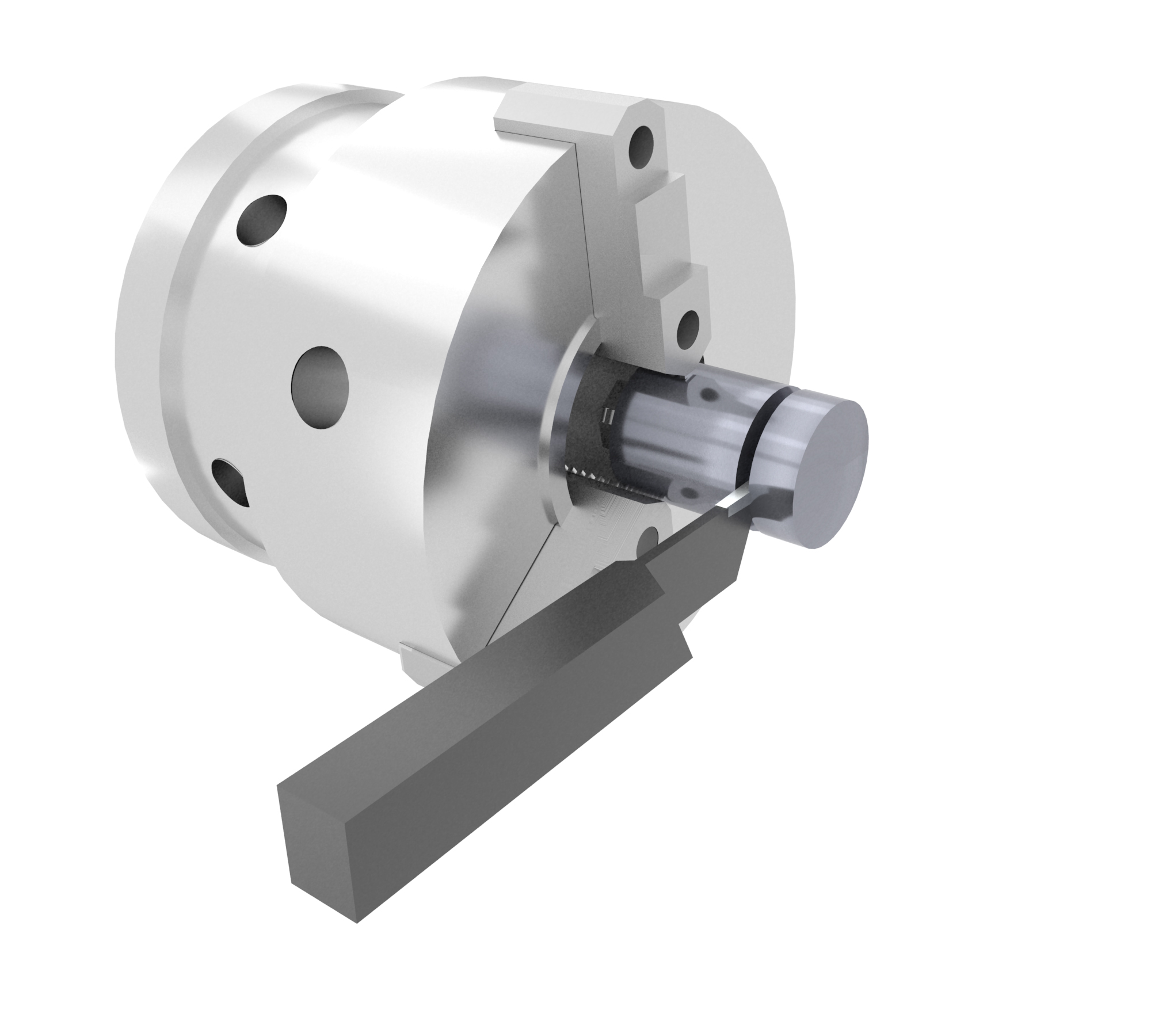
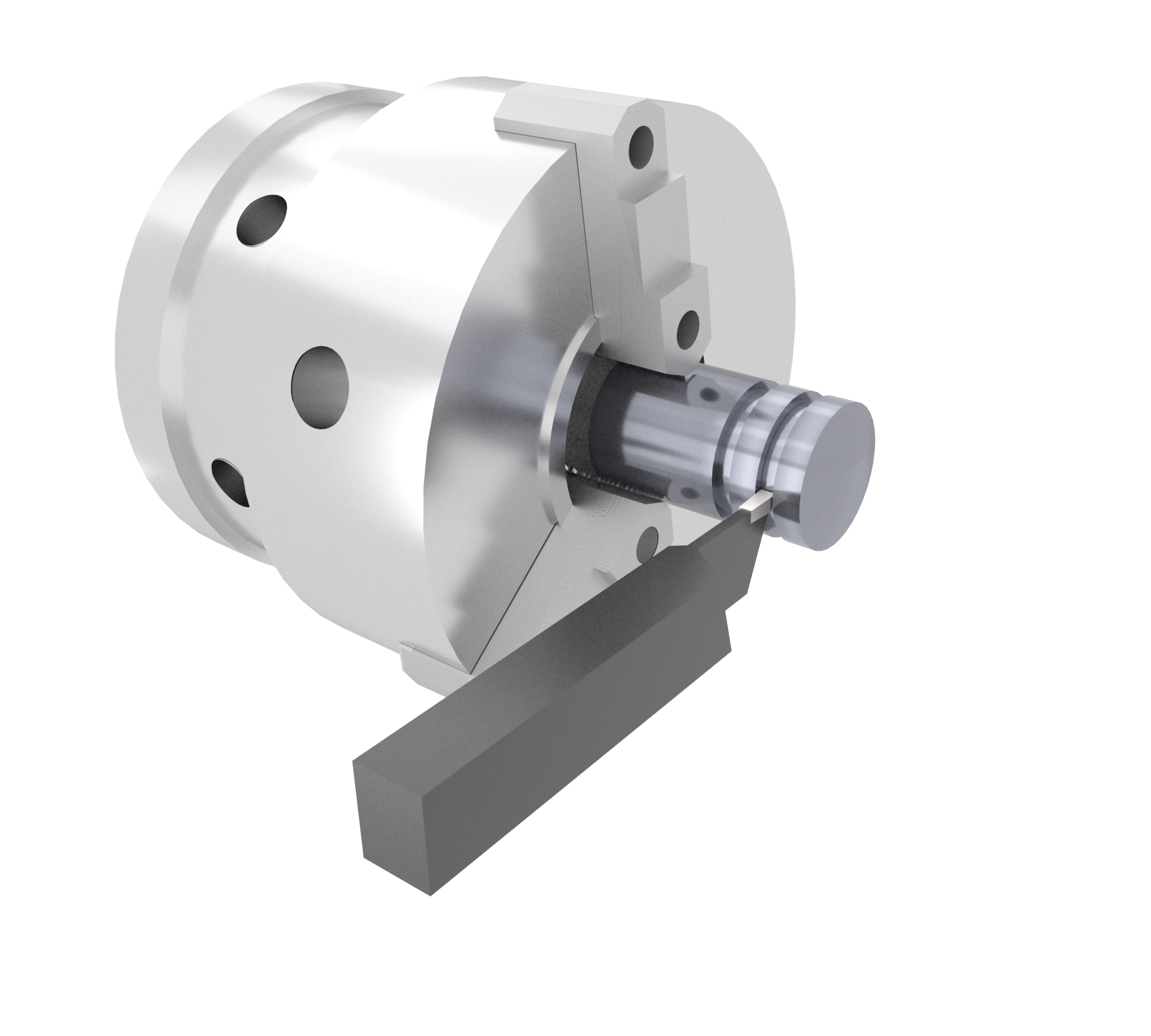
Используется для остановки прутка, подаваемого автоматическим подающим устройством.
Специально подготовленный блок для остановки прутка, позволяет выдвинуть пруток на строго заданную величину, не прибегая к дополнительным манипуляциями и не используя «кустарные» приспособления с отсутствием необходимой точности изготовления и прочности материала.

Позволяют выровнять станок без заливки специального фундамента, но в любом случае подразумевают наличие ровного пола.
Опоры поставляются комплектом, достаточным для выставления оптимального уровня станка. Изготавливаются из высокопрочных сталей или марок чугуна, устойчивых к вибрациям и рассчитанных на массу оборудования, с учётом динамических нагрузок во время работы самого станка.

Представляет собой набор инструментов и ЗИП для обслуживания станка: ключи, отвертки, плоскогубцы, прокладки, запасные шайбы и т.д.
Состав набора зависит от комплектации и назначения оборудования.

Состоит из:
1. Руководства по эксплуатации самого станка
2. Руководства по эксплуатации ЧПУ
3. Руководства по техобслуживанию ЧПУ
Набор документов, представляющий собой подробное описание всех действий, необходимых для запуска, работы и обслуживания станка, техника безопасности, а так же с деталировкой комплектующих и комплекта ЗИП.

Применяется при обработке корпусных деталей, также может быть использован при обработке деталей из прутка при изготовлении мелких партий деталей.

Обеспечивает стабильность работы станка при скачках напряжения в электросети больше, чем на ±15% от номинального.

Универсальная оснастка для закрепления осевого инструмента.

Позволяет эффективно обрабатывать заготовки из цветных металлов и сплавов, а применение современного режущего инструмента может исключить операции шлифования из технологического процесса.

Облегчает обслуживание станка и сокращает простой оборудования, тем самым экономическую увеличивает эффективность от использования оборудования.

«C-ось» означает, что у токарно-фрезерных станков с ЧПУ контролирует не просто скорость вращения детали, а само её угловое положение. Такой контроль иногда еще называют индексацией по С-оси.
Точность позиционирования по оси «С» для станков серии SMART – 5°.
Применяется при фрезеровании, сверлении, нарезании резьб и других работах вне оси, либо на торцевой поверхности деталей, в зависимости от положения блока с приводным инструментом.


Уловитель готовых деталей позволяет автоматизировать процесс работы с партиями изделий, уменьшив присутствие оператора в рабочей зоне станка, сокращая время простоя оборудования.

Это позволяет предотвратить повреждение готовых деталей и обеспечить автоматическую выгрузку из зоны обработки. Дальнейшая выгрузка из специального лотка для готовых деталей производится вручную, либо с помощью специального автоматического манипулятора. Существенно сокращает дополнительное время на выгрузку готовых изделий.


Трансформатор для станка с ЧПУ по металлу включает в себя трансформатор понижающего типа 380В / 220В. Необходим для адаптации работы станка под требования российских электросетей, отличных от западных и азиатских по напряжению.

Основные особенности, как:
- Обеспечивает точное позиционирование прутка
- Снижение количества производственного брака
- Повышение производительности за счёт автоматизации
- Большой срок эксплуатации

