Автоматы продольного точения TCM-SII


























Частота вращения шпинделя:
10 000 об/мин
Кол-во управляемых осей: 7
Ø обрабатываемого прутка: 3 - 38 мм
Вес: 3500 кг
- 29 инструментальных позиций
- Самая большая длина обработки среди автоматов - 300 мм
- Ускоренные перемещения: 32 м/мин
- Быстросменные приводные инструментальные блоки
 Каталог автоматов продольного точения с ЧПУ серии TCM (Размер: 5,38 МБ)
Каталог автоматов продольного точения с ЧПУ серии TCM (Размер: 5,38 МБ)


Автоматы продольного точения TCM предназначены для производства деталей с высокой точностью и качеством получаемой поверхности. Быстрая переналадка на выпуск новой продукции и большая производительность позволяет использовать его в условиях крупносерийных производств.
Дополнительное оснащение станка (блок для полигонального точения, блок для вихревого нарезания резьбы и блок с регулируемым углом наклона), а также функция выбора оптимальной траектории* позволяют сократить время изготовления деталей самой сложной конфигурации.
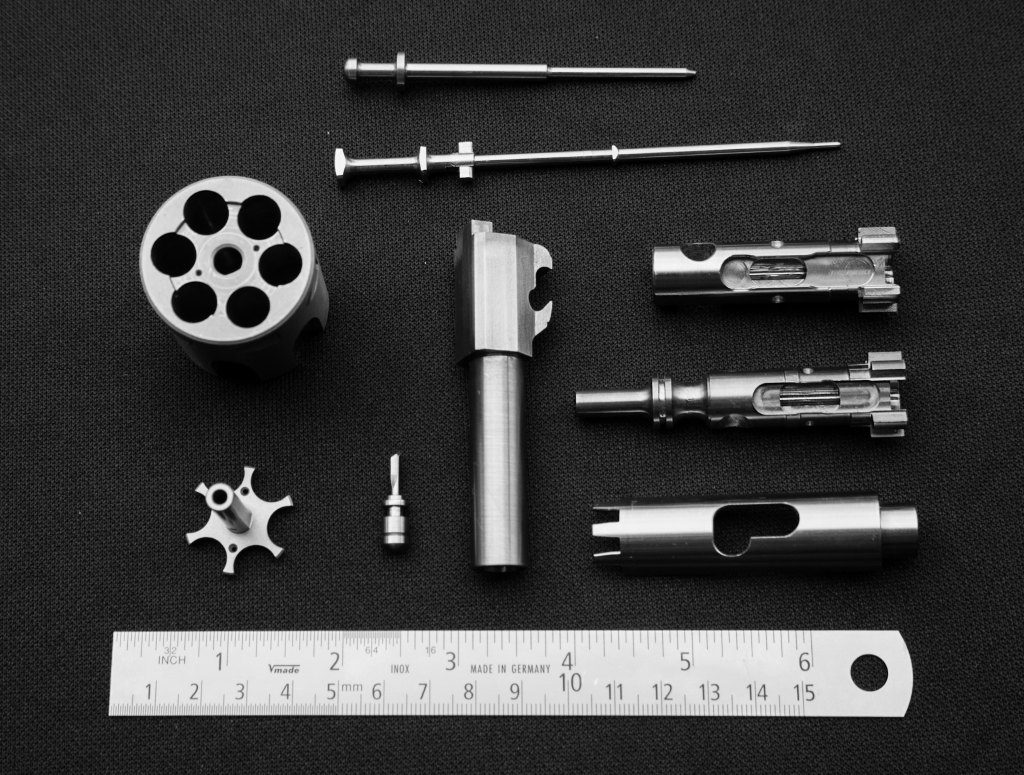
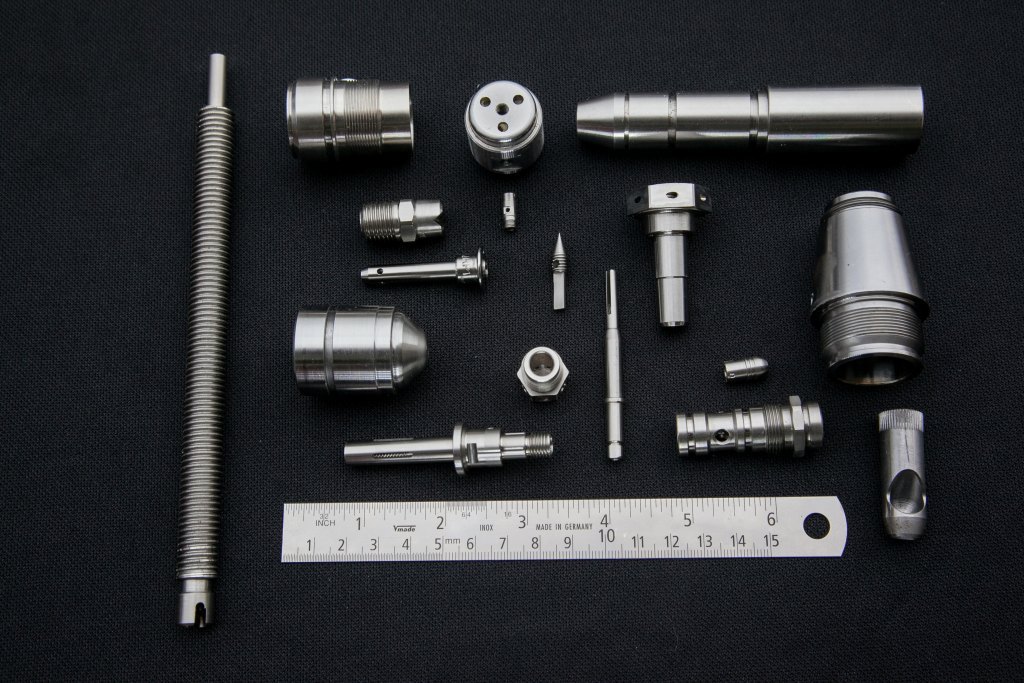
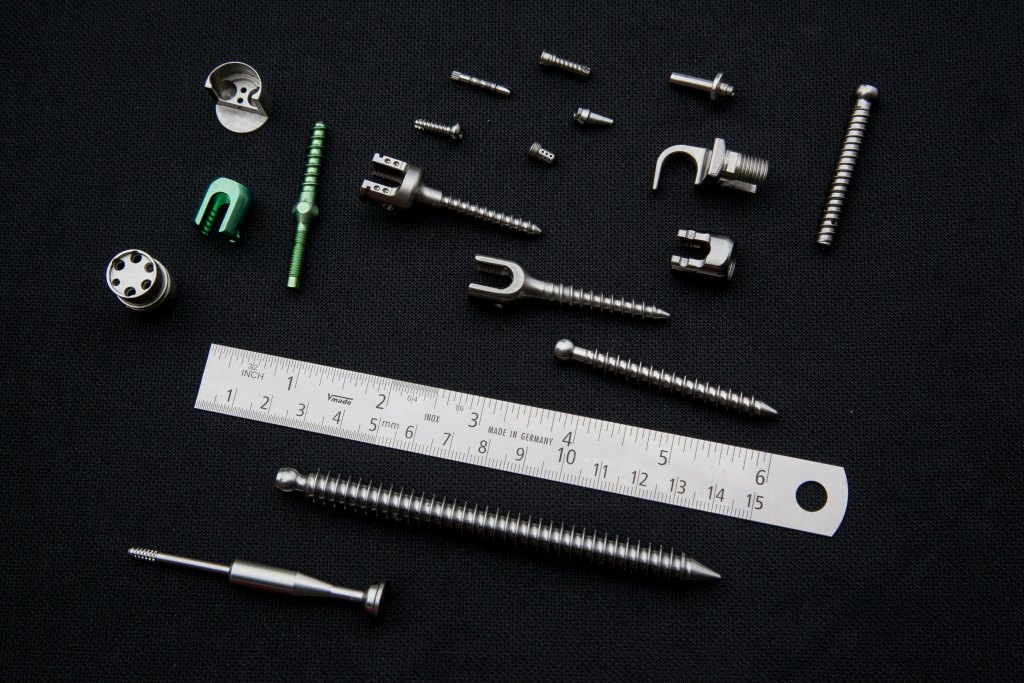
Автоматы продольного точения серии TCM используются для обработки деталей:
- аэрокосмической промышленности;
- электронной промышленности;
- изделий медицинской техники и инструмента.








С момента своего основания в 1987 году компания TCM производит отливки с использованием методов производства, соответствующих современным стандартам JIS, на основе чугуна Meehanite. Отжиг с естественным старением создаёт микроструктуры и способствует снятию любых внутренних остаточных напряжений, а также повышению прочности.
- Вес серии TCM = 3 500 кг
Большая часть этого веса связана с чрезвычайно жестким и стабильным основанием отливки, что снижает вибрацию и обеспечивает термическую стабильность, критически важную для сохранения жестких допусков на деталях.

Обеспечивает точность и долговечность, необходимые для максимального прилегания ключевых узлов станка.
Шабрение выполняется для выравнивания узлов с точностью до одного микрона, чтобы обеспечить постоянные и строгие допуски.
Это увеличивает коэффициент контакта, снижает вибрацию, гарантирует постоянную точность и предотвращает деформацию станка в процессе работы.

Эта система позволяет станку TCM устанавливать положение зажима в зависимости от длины детали, используя полный ход по сравнению с существующим методом зажима, чтобы сбрасывать положение зажима в каждом цикле.
- Время цикла для детали можно сократить примерно на 1,5 секунды.
- Его можно использовать, просто активировав функцию на настраиваемом экране.
- Оставшийся пруток можно контролировать как определенную длину с помощью интерфейса устройства подачи прутка
Преимущество этой системы в большом ходе для уменьшения количества выходов прутка во время длительных производственных циклов. Вместо того, чтобы подавать каждую деталь отдельно, шпиндель подает 280 мм прутка для изготовления нескольких деталей за одно выдвижение.


В базовой комплектации установлена японская система ЧПУ Fanuc 0i TF PLUS*. Русифицированное меню оператора. Все основные компоненты системы ЧПУ: контроллер, привода, усилители изготовлены фирмой FANUC. За счёт этого достигается высокая функциональность, исключительная надёжность при средней наработке не менее 50 лет.
Инновационное программное обеспечение и аппаратная часть гарантируют высокую производительность, точность и качество обрабатываемых изделий.
* Установленная версия ЧПУ поддерживает синхронную обработку в шпинделе и противошпинделе.

- 6 (5*) инструментов для наружной обработки;
- 5 + 5 инструментов для внутренней обработки (двусторонние);
- 5 (4*) приводных инструмента для радиальной обработки;
- Блок инструментов для осевой обработки в главном шпинделе на 3 (2*) позиции (2 приводных + 1 не приводной);
- Блок инструментов для одновременной осевой обработки в противошпинделе на 5 (4*) позиций (3 (2*) статических + 2 приводных).
* для TCM-32SII/38SII

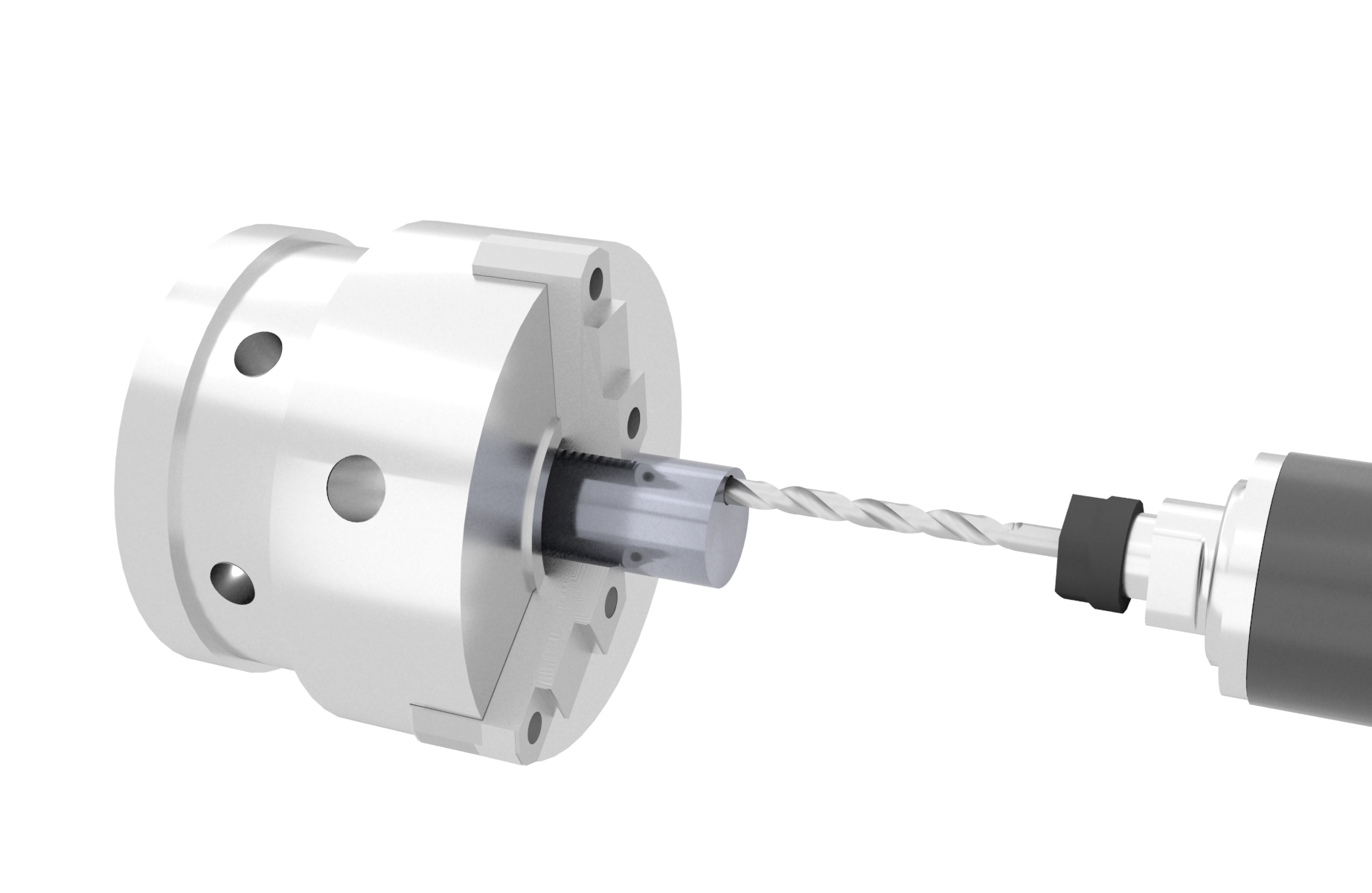
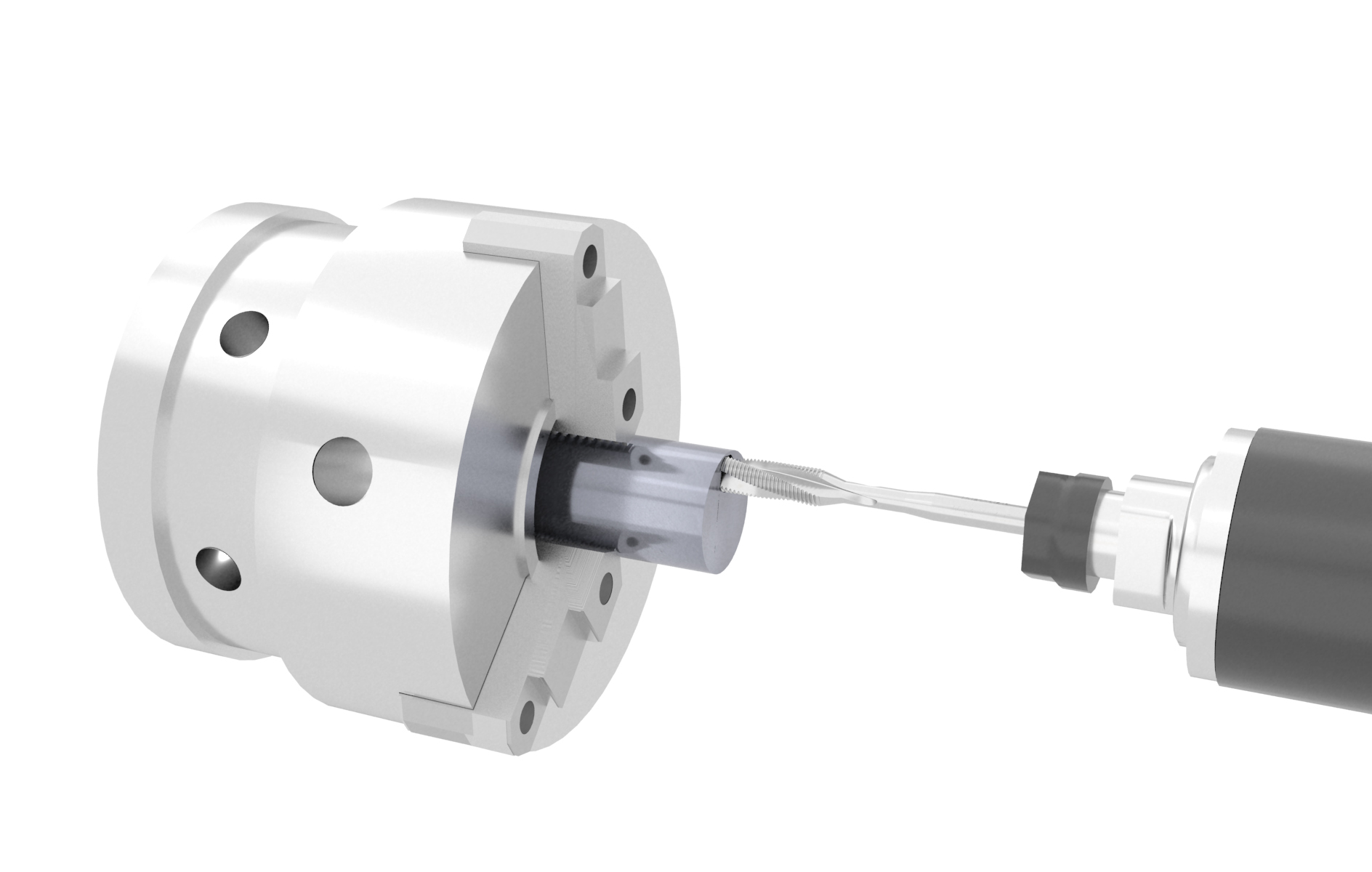
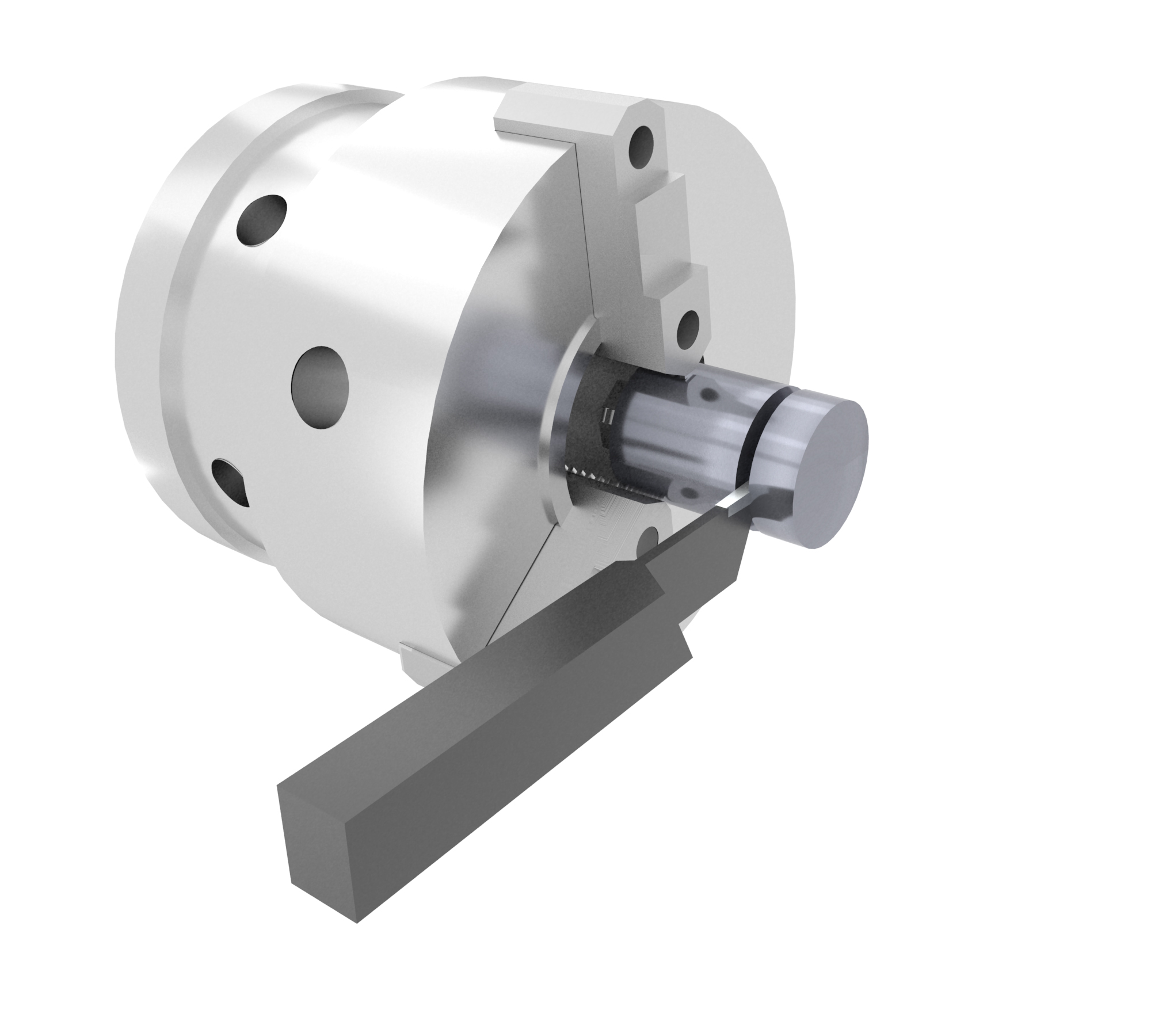
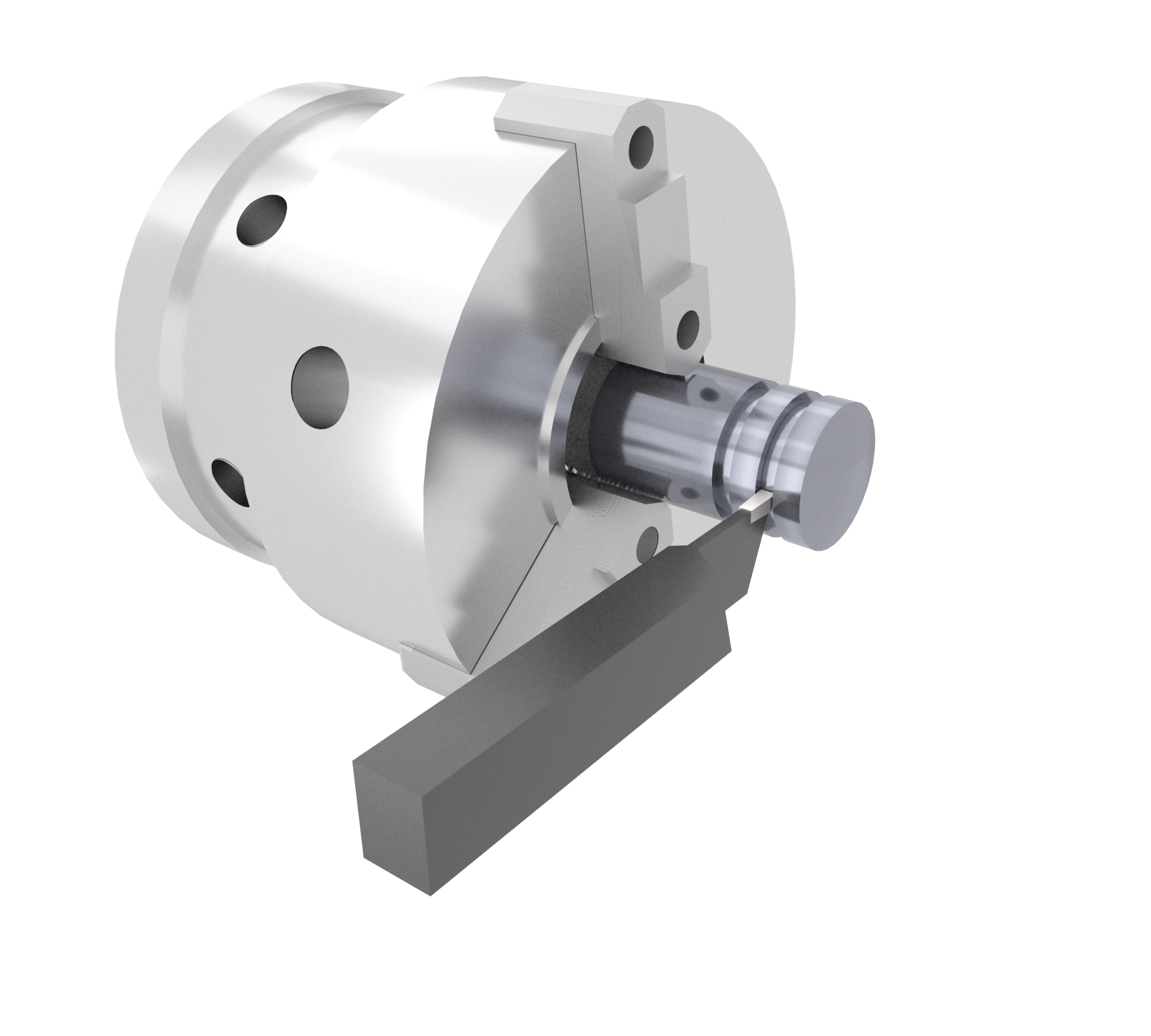
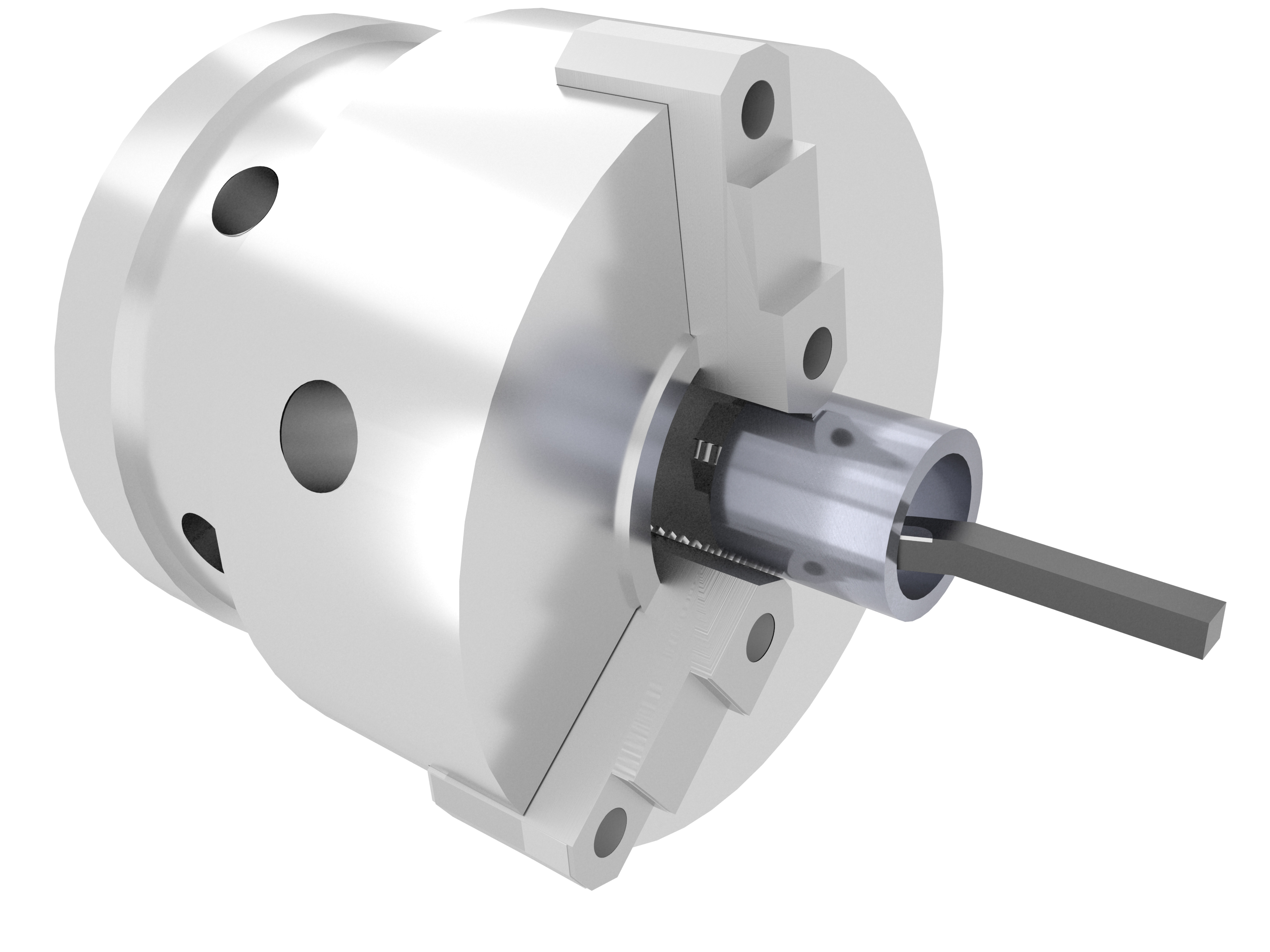
- С вращающейся направляющей втулкой
Цанговый патрон и втулка вращаются одновременно.
Несинхронное вращение заготовки и втулки приводит к износу последней. Особенно актуально в случае обработки «сложных» заготовок (нержавейка, сплавы и т. д.), а так же при обработке шестигранника и других некруглых заготовок. Установка позволит продлить срок службы направляющей втулки.

Функция быстрой смены инструмента сокращает время цикла, перемещая инструмент по плавной дуге, а не полностью назад, вперед и назад при каждой смене инструмента. Программа рассчитывает наиболее плавный и эффективный путь перехода от инструмента к инструменту, сокращая время при каждой смене. Экономия, которая в сумме дает значительное сокращение длительности холостых ходов и уменьшает время изготовления детали.

Токарная обработка с переменной частотой (VFT) использует перемещения режущего инструмента с различными интервалами, чтобы обеспечить большее утонение и поломку стружки. Это позволяет лучше отводить тепло, контролировать стружкодробление и сокращать время простоя станка для решения проблем со стружкой.


- 6 (5*) инструментов для наружной обработки;
- 5 + 5 инструментов для внутренней обработки (двусторонние);
- 5 (4*) приводных инструмента для радиальной обработки;
- Блок инструментов для осевой обработки в главном шпинделе на 3 (2*) позиции (2 приводных + 1 не приводной);
- Блок инструментов для одновременной осевой обработки в противошпинделе на 5 (4*) позиций (3 (2*) статических + 2 приводных).
*для TCM-32SII / 38SII

В базовой комплектации установлена японская система ЧПУ Fanuc 0i TF PLUS. Русифицированное меню оператора. Все основные компоненты системы ЧПУ: контроллер, привода, усилители изготовлены фирмой FANUC.
В стандартной комплектации установлен уловитель готовых деталей. Позволяет принимать детали из зоны обработки в полностью автоматическом цикле. Делает весь процесс обработки плавным и без остановки.

Позволяет выводить готовые изделия от уловителя в отдельный лоток. Упрощает сбор и хранение готовых деталей в процессе работы оборудования.

Дополнительно, на станок устанавливается конвейер для удаления стружки, который позволяет работать на станке без остановок на обслуживание и оставляет рабочую зону станка чистой.






Устройство для подачи прутковой заготовки в токарные станки и автоматы продольного точения служит для увеличения производительности труда оператора токарного оборудования и автоматизации производственного процесса при токарной обработке.

Инструментальная оснастка необходимая для работы с прутком. Как правило один комплект цанг состоит из четырёх цанг на одни диаметр: цанга податчика, люнетная цанга, цанга в главный шпиндель и противошпиндель.
Позволяет установить два инструмента в один блок одновременно. Увеличивает количество устанавливаемого инструмента при минимально занимаемом месте.

Уловители масляного тумана применяются на металлообрабатывающем производстве, где в производственном процессе образуется масляный туман после применения смазочно-охлаждающей эмульсии и различных масел. Постоянное осаждение капель тумана на поверхностях пола, стен и оборудования в цехе приводит к нарушению условий гигиены труда и снижению производительности.

- Лучший теплоотвод в зоне контакта – существенное увеличение срока службы инструмента.
- Увеличивается скорость обработки, можно уменьшить количество итераций при обработке, повысить производительность.
- Стабильный теплоотвод сохраняет качество инструмента – меньше процент брака в производстве.

В дополнение к стандартной комплектации, мы предлагаем специальные решения для повышения производительности и расширения технических возможностей TSM-SII: Приводные блоки для вихревого нарезания резьбы, блоки для зубофрезерования, сверлильно-фрезерные приводные блоки с регулируемым углом, высокоскоростные сверлильно-фрезерные приводные блоки и блоки для фрезерования шлицев.
