Проволочно-вырезные электроэрозионные станки Kingred KD400






















Макс. размер заготовки:
435 х 650 х 280 мм
Макс. вес заготовки: 400 кг
Угол наклона проволоки: ± 12° / 80 мм
- Сервопривод осей X / Y
- Линейные моторы на X / Y (опция)
- Оси U и V расположены на отдельных линейных направляющих (±12° / 80 мм)
- Шероховатость обработанной поверхности до Ra 0,8 мкм
- Линейная точность обработки деталей ±6 мкм
- Отсутствие необходимости перемотки проволоки при регулировании по оси Z
- Моторизированное перемещение по оси Z в стандартной комплектации
Предназначены для изготовления инструмента, деталей машин, ювелирных изделий, штампов и т.д. Позволяют обрабатывать детали из закаленной стали, высокопрочных композитных сплавов, титана, графита и т. д. Главное условие - материал должен быть электропроводным.
Станки данной серии позволяют обрабатывать детали с точностью до 0,006 мм и шероховатостью поверхности до Ra 0,8, что приближает их по применению к гораздо более дорогостоящим станкам на латунной проволоке. Данные станки могут быть использованы для изготовления точных деталей машин, а также при производстве штампов и пресс-форм, мерительного инструмента.
Многократное использование электрода-инструмента - молибденовой проволоки, удобство его заправки удешевляет использование данных станков.








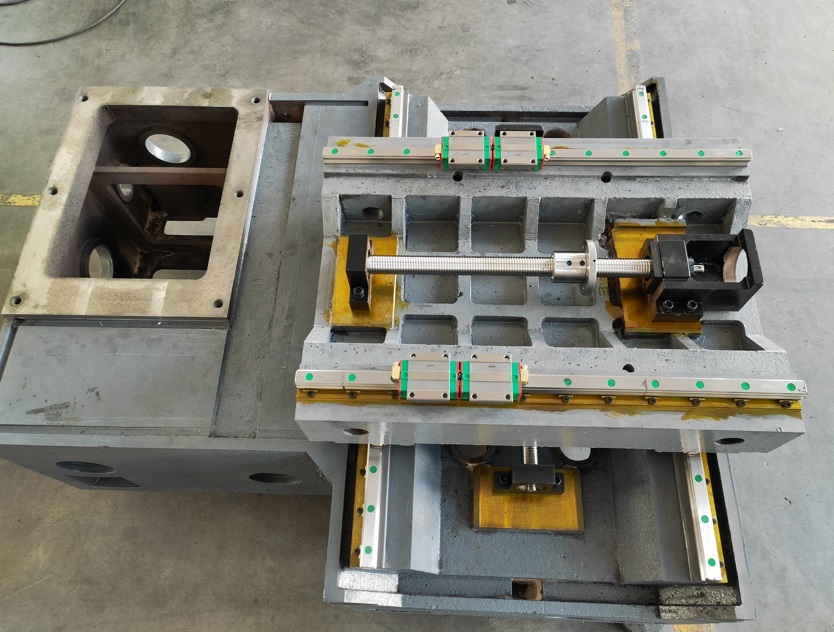
- Жесткая литая станина станка из высококачественного чугуна HT250;
- Двойной отпуск, гарантирующий отсутствие внутренних напряжений и длительное сохранение точностных характеристик станка;
- «С»-образная конструкция с верхней колонной без пустот исключает появление деформации и гораздо более жесткая по сравнению с «F»-образной структурой;
- «T»-образная конструкция основания станины позволяет свести к минимуму деформации в крайних точках перемещения крестообразного стола.




- Запатентованная вертикальная конструкция узла для обработки углов ±15°/100 мм, оси U,V приводятся в движение высокоточными ШВП по линейным направляющим;
- Выносной пульт управления для максимального удобства;
- Z-ось может быть выставлена по отношению к заготовке с минимальным зазором;
- Z-ось оснащается низкоскоростным приводом с высоким крутящим моментом, что позволяет не перематывать проволоки при установке Z-оси, что очень удобно при обработке заготовки с переменной высотой.


- На станках серии A установлены японские сервопривода YASKAWA, обеспечивающие высокую точность перемещения и надежность;
- На станках серии B установлены цилиндрические линейные моторы новейшего поколения, а благодаря оптическим линейкам Fagor (Испания) получается полностью замкнутая система управления с обратной связью, гарантирующая точность перемещения на протяжении всего срока эксплуатации станка;
- Цилиндрическая конструкция линейного двигателя по сравнению с плоским или U-образным двигателем решает ряд проблем: снижение вихревых потери тока в сердечнике, существенно уменьшены энергопотребление и нагрев.
На фото:
Linear motor – линейный мотор
Spanish Fagor linear scale – оптические линейки Fagor (Испания)



Позволяет свести к минимуму деформации в крайних точках перемещения крестообразного стола














Система ЧПУ на базе системы Windows имеет встроенную CAD/CAM систему (AutoCAD), которая позволяет создать управляющую программу «с нуля» на станке без использования дополнительного программного обеспечения, а встроенная функция «Автотехнолог» сама подберет оптимальные режимы резания.
- Определение кромки заготовки;
- Определение центра отверстия;
- Функция «Автотехнолог»;
- Возврат в исходную точку;
- Режим имитации;
- Защита от порыва проволоки.
А так же высокой точностью позиционирования, современной системой ЧПУ с большим набором функций, наличием удобного пульта управления.
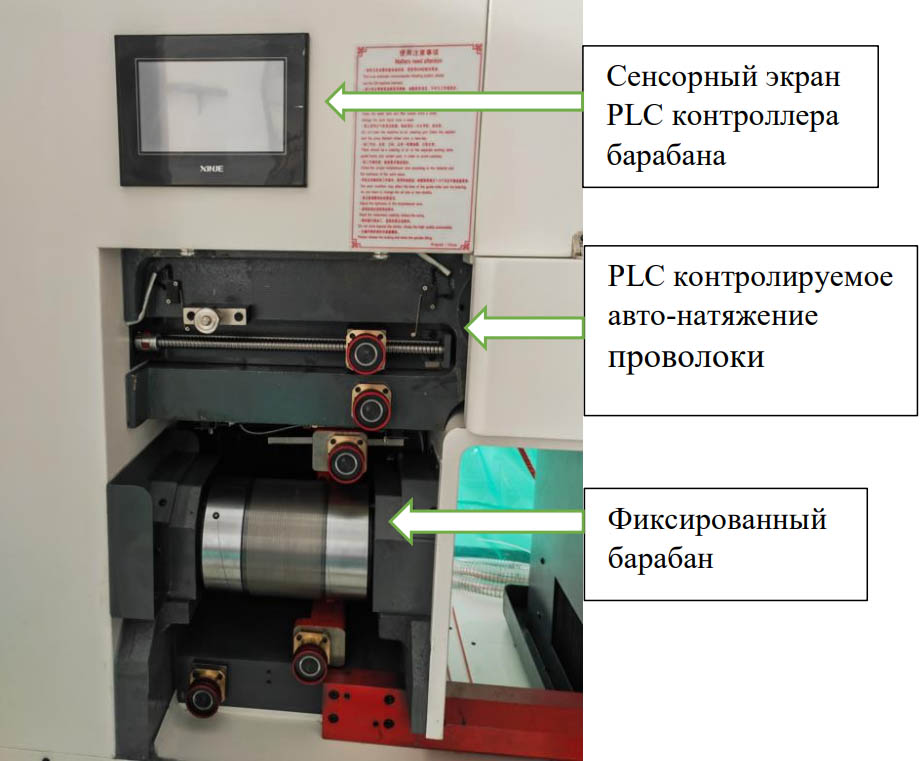
Обеспечивает высокую точность и стабильность электроэрозионной обработки. Многократное использование проволочного электрода-инструмента, удобство его заправки удешевляет и ускоряет процесс обработки детали.
Удобное управление с интуитивным интерфейсом

Обеспечивает циркуляцию и подачу СОЖ в рабочую зону станка

Обеспечивают высокую точность перемещений рабочего стола

Позволяет формировать управляющую программу непосредственно на стойке ЧПУ без дополнительного программного обеспечения.

- Шаг 1. Создание контура обработки в системе AutoCAD 2002
- Шаг 2. Вызов диалогового окна функции «Автотехнолог» AutoCUT
- Шаг 3. Проверка выдаваемых параметров (количество проходов, разбиение по припускам, смещение проволоки, тип обработки пуансон/матрица)
- Шаг 4. Автоматическое формирование траектории движения проволоки
- Шаг 5. Запуск программы
 Шаг №1
Шаг №1 Шаг №2
Шаг №2 Шаг №3
Шаг №3 Шаг №4
Шаг №4 Шаг №5
Шаг №5