Гидравлические листогибочные прессы IRONMAC HPB-C
-
Свыше 1000 единиц металлообрабатывающего оборудования в пути на склад!Узнать больше
-
Специальная ценаУзнать больше
Скидка 11% при оплате 100%
Скидка 7% при оплате 60%




Кол-во управляемых осей: до 8
Усилие: 300 - 1700 кН
Длина гиба: 1600 - 3200 мм
- Системы ЧПУ DE15 (Китай) 15.6” сенсорный дисплей. Русифицированная система ЧПУ с поддержкой до 8-ми осей управления
- Моторизированная система компенсации прогиба типа WILA (Нидерланды)
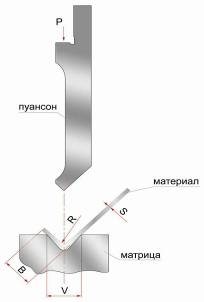
- Станок укомплектован стандартным широкоуниверсальным комплектом гибочного инструмента (пуансон + матрица)
Прессы разработаны для выполнения операций гибки металлических листов.
Гидравлические листогибочные прессы применяются для изготовления различных деталей практически во всех отраслях машиностроения.
В автомобильной промышленности с помощью листогиба изготавливают различные детали кузова любых форм и размеров. Та же ситуация и в авиационной отрасли промышленности.



Листогиб применяется для производства различных корпусов и кожухов для многих видов оборудования. Даже корпус привычного нам системного блока компьютера - это результат работы гибочного пресса, не говоря уже о множестве незаметных на первый взгляд вещах, таких как стальные ванны (чугунные изготовляются в процессе литья), различная металлическая кухонная (и не только) посуда, корпуса многих видов светильников и многое многое другое. На каждом шагу нам встречается вещь, в производстве которой принимал участие гидравлический листогибочный пресс.





- 2D-графика, 15.6” сенсорный дисплей;
- 3D – визуализация;
- Поддержка до 8-ми осей управления;
- USB порт – 1 шт.;

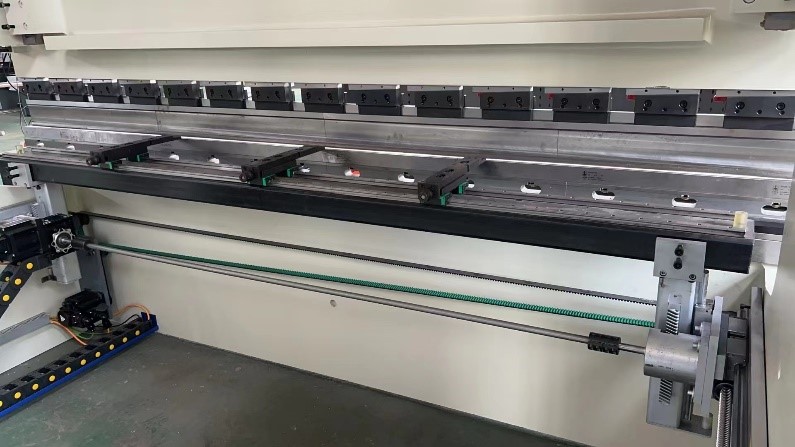
Электромеханический задний упор с автоматическим перемещением по осям X(550 мм) и R. Перемещение заднего упора осуществляется по линейным направляющим посредством высокоточной шарико-винтовой пары и сервомотора.
Три откидывающихся упорных блока вручную перемещаются по двум линейным направляющим вдоль балки заднего упора (оси Z), оснащены тремя упорными поверхностями.
Электрогидравлическая синхронизация осей Y1 и Y2.
Электронные линейки положения ползуна Givi (Италия)/Fagor (Испания) с точностью до 0,01 мм (ось Y1+Y2).

Пресс оснащен креплениями для быстрой смены пуансона.
Передние поддерживающие суппорты перемещаются по линейной направляющей.

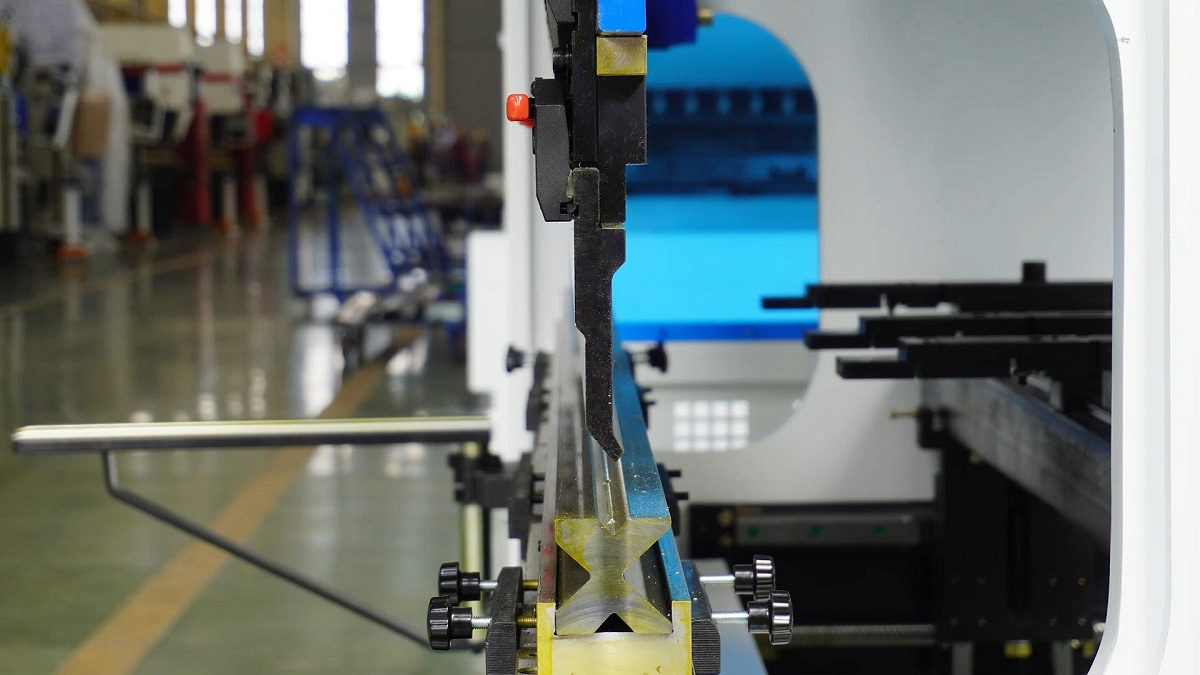
Пуансон имеет хвостовик типа Amada/Promecam, набран сегментами.
Стол сконструирован под крепление матриц европейского типа, шириной 60 мм.
Матрица (4-х сторонняя многоручьевая на всю рабочую длину).
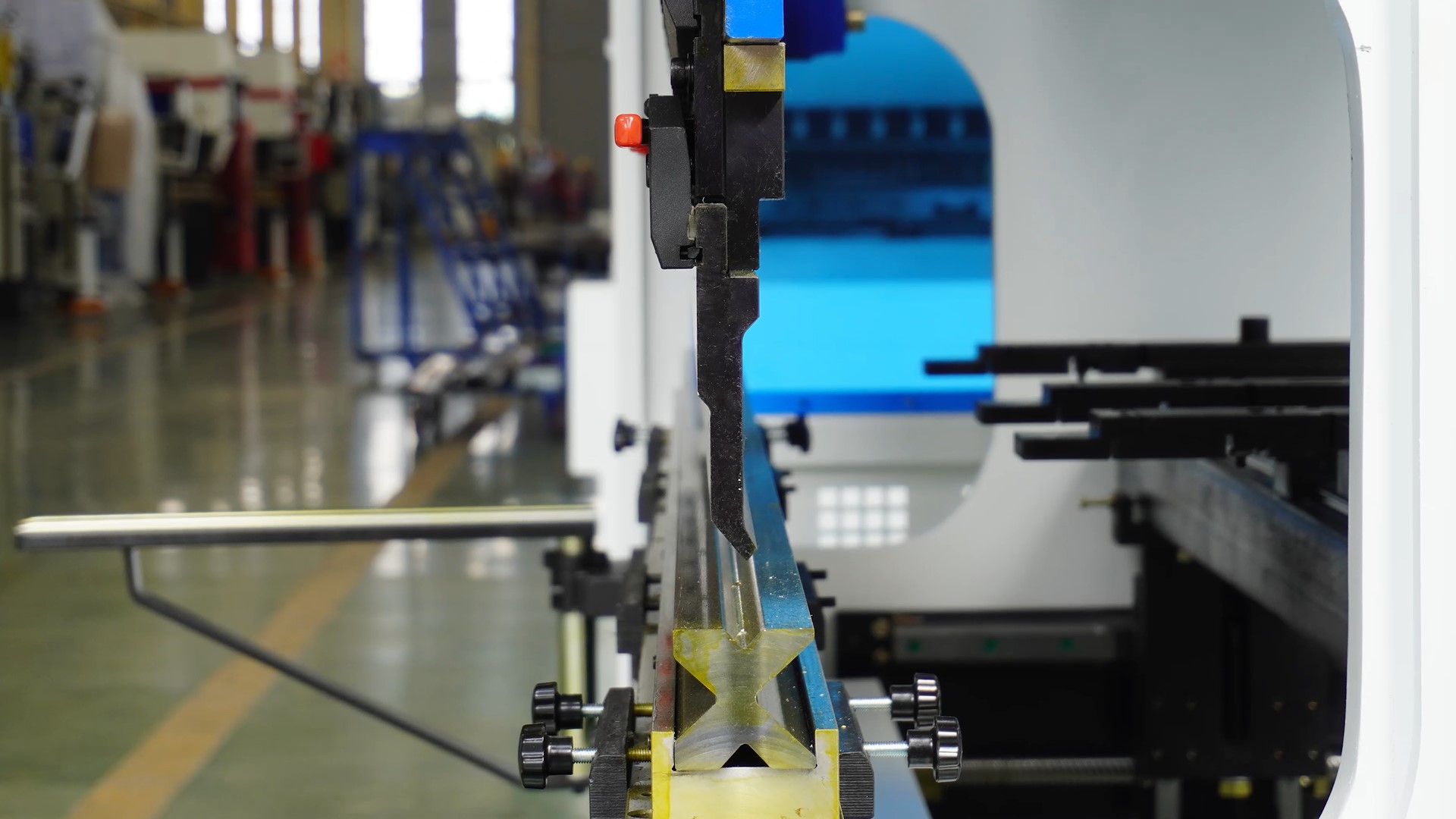
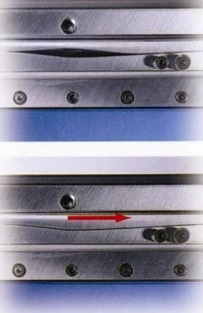
Моторизированная система компенсации прогиба верхней траверсы стола (бомбирование) тип WILA (Нидерданды).
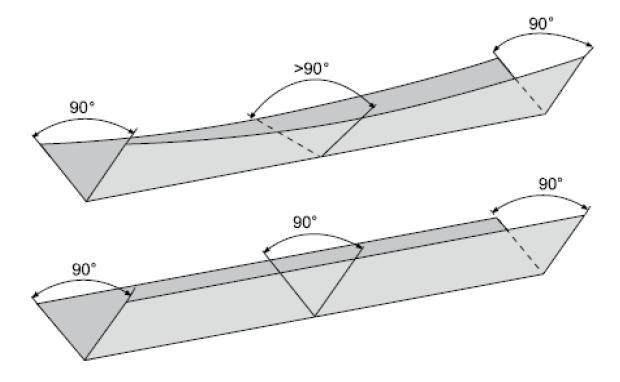
Cистема компенсации прогиба необходима при гибке изделий длиной более 2 м для исключения разницы углов по всей длине заготовки. Моторизованная система работает в автоматическом режиме. Параметры работы просчитываются системой ЧПУ в зависимости от введенных параметров заготовки и используемого инструмента.

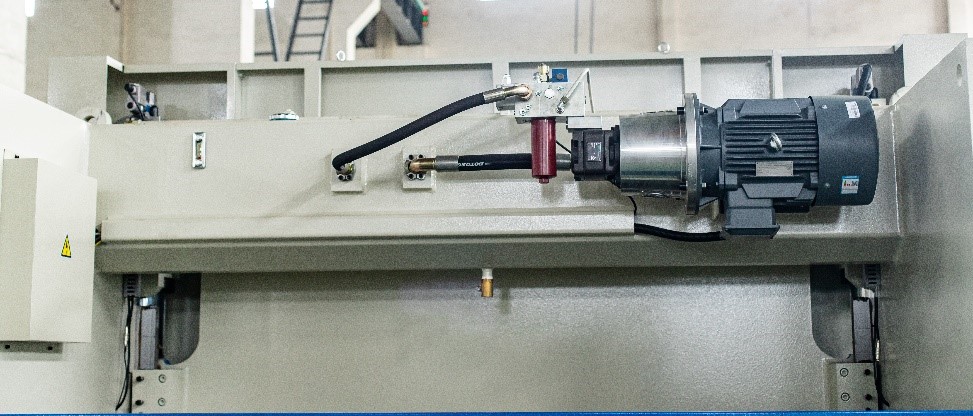
Главный двигатель лицензионный SIEMENS (Германия).
LED подсветка зоны гибки.

Устройство ЧПУ: 2D-графический сенсорный контроллер DT 15 (Китай), управление 4-мя осями (Y1+Y2+X+R) – русский язык.
Полное управление с ЧПУ всеми электро-гидравлическими системами, включая блок клапанов давления, блок клапанов синхронизации, блок клапанов подачи, масляной насос. Электронные линейки положения ползуна Givi (Италия)/Fagor (Испания) с точностью до 0,01мм (ось Y1+Y2).
Задний упор имеет автоматическое перемещение по осям X (550 мм) перемещение выполняется с помощью ШВП по линейным направляющим от привода серводвигателя; три упора можно вручную отвести влево или вправо вдоль по двойным линейным направляющим.