Автоматический кромкооблицовочный станок Nanxing NB8СJQVKL
Код товара: НС 434113































Китай
-
Скорость подачи16 / 20 / 24 м/мин
-
Толщина кромочного материала0,4 - 3 мм
-
Толщина детали9 - 60 мм
-
Общая мощность27,2 кВт
-
Вес2980 кг
Модель
NB8СJQVKL
НС 434113
В наличии
ЦЕНА
5 273 994 ₽
Скорость подачи, м/мин
16 / 20 / 24
Мощность двигателя подачи, кВт
4
Обороты двигателя, об/мин
1400
Частота, Гц
50
Толщина кромочного материала, мм
0,4 - 3
Толщина детали, мм
9 - 60
Габариты детали (мин.), мм
120 x 85, 120 x 120
Рекомендованная загруженность оборудования
2 смены (16 ч)
Нагрев торца
есть
Регулировка на толщину прижимной балки
электропривод
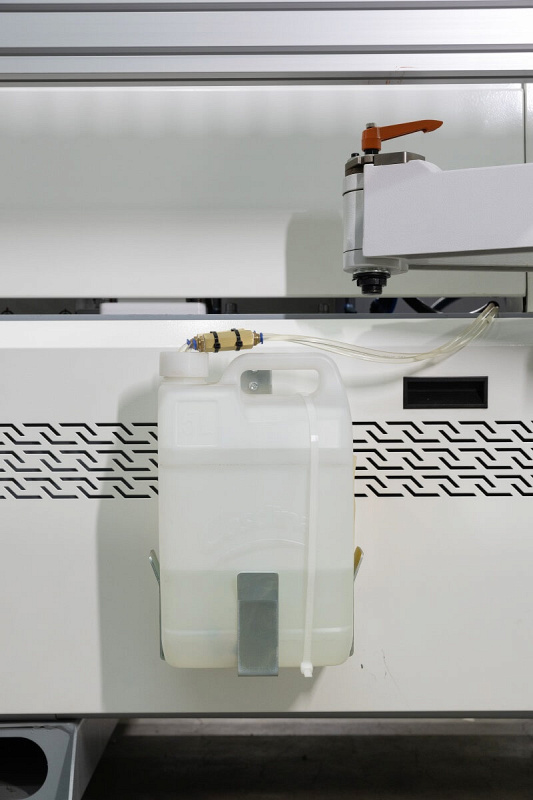
Тип используемых клеев
PUR
Система настройки на толщину кромки
пневмоперенастройка
Параметры фрез, мм
Ø 125 x 30 Н63
Мощность двигателя фрезерования, кВт
2 x 3,7
Обороты двигателя, об/мин
9000
Частота, Гц
150
Пилы торцовки, мм
Ø 105 x 22
Мощность двигателей торцовки, кВт
2 x 0,35
Обороты пил, об/мин
12 000
Частота, Гц
200
Фрезы узла снятия свесов R1, мм
Ø 69; Z6
Мощность двигателей , кВт
2 x 0,5
Обороты двигателя, об/мин
12 000
Частота, Гц
200
Фрезы узла снятия свесов R2, мм
Ø 69; Z6
Мощность двигателей , кВт
2 x 0,75
Обороты двигателя, об/мин
12 000
Частота, Гц
200
Радиус инструмента, мм
R2, R1
Пластины узла снятия радиусной цикли, мм
20 х 12 х 2 х R2H,
20 х 12 х 2 х R1H
20 х 12 х 2 х R1H
Ножи узла снятия плоской цикли, мм
15 х 15 х 2,5
Мощность двигателей полировки, кВт
2 x 0,37
Обороты двигателя, об/мин
1350
Частота, Гц
50
Диаметр кругов, мм
180
Диаметр воздуховодов, мм
125
Количество, шт.
6
Производительность, м3/ч
7800
Требуемое давление, Бар
7
Расход воздуха, л/мин
350
Производительность компрессора, л/мин
450
Напряжение, В
380
Общая мощность, кВт
27,2
Длина, мм
8260
Ширина, мм
1050
Высота, мм
1650
Вес, кг
2980
Рассчитайте свой платеж
Стоимость оборудования
Первоначальный взнос
Срок лизинга
Наше предложение
Ежемесячный платеж:
0 ₽
Переплата:
1 000 ₽ / за 36 мес
Хотите выгодное предложение?
Оставьте заявку и мы подберем удобный тариф
Стоимость предмета лизинга и приведенные расчеты через
калькулятор являются предварительными. Для точного определения процентной ставки по договору,
пожалуйста, обратитесь к менеджеру в вашем регионе.
Будьте первыми, кто оставит свой отзыв о
нашем товаре!